|
|
§ 31. Особенности изготовления мужских и детских пальто технологичных конструкций
Общие сведения об изготовлении изделий технологичных конструкций
Под технологичными конструкциями принято понимать такие конструкции швейных изделий, которые позволяют изготовлять их в швейных цехах в соответствии с образцами (эталонами) наиболее простыми способами при минимальной затрате труда и средств и высоком качестве изготовления продукции. Технологичность конструкции мужских и детских пальто определяется следующими факторами:
- конструкцией деталей верха, подкладки, прокладок, исключением из них ненужных швов, вытачек, надставок, использованием цельнокроеных бортов, воротников, рукавов;
- наличием унифицированных деталей и узлов в изделиях; возможностью совмещения внутрипроцессной влажно-тепловой обработки с окончательной;
- сокращением операций по формованию деталей верха, заменой ручных способов обработки машинными, спецмашинными, клеевыми;
- применением точного кроя и ликвидацией осноровочных работ отдельных деталей и узлов;
- одновременным нанесением на детали всех меловых линий с помощью трафарета;
- ликвидацией отдельных монтажных операций: прикрепление боковых швов подкладки к швам верха, локтевых швов рукавов подкладки к швам верха, внутренних краев подбортов к бортовой прокладке, швов раскепов, пройм (на верхних участках) и др.
Таким образом, различные конструкции изделий и принятые методы обработки, связанные с конструкцией основных деталей данного изделия, могут иметь различную степень технологичности.
Наиболее технологичными конструкциями изделий из ткани являются изделия, имеющие минимальное количество деталей и швов.
Так, например, пальто для мальчиков со спинкой без среднего шва, без боковых швов, с полочками, цельнокроенными с подбортами, одношовными рукавами, верхним воротником, неотрезным с нижиим воротником, с соответствующей конструкцией деталей подкладки и бортовой прокладки (клеевой) и т. п: является технологичной конструкцией с высокой степенью технологичности. Эта степень технологичности определяется процентом снижения затраты времени на его обработку в сравнении с обычной конструкцией пальто.
Особенности конструкции деталей пальто
Спинка пальто (рис. 159) технологичной конструкций не имеет вытачек по плечевому срезу. Ее объемная форма образуется при окончательной влажно-тепловой обработке на паровоздушном манекене, а поэтому, внутрипроцессная операция по ее формованию исключается. Кромка в шлицу прокладывается с небольшим натяжением.
Рис. 159. Пальто технологичной конструкции
В полочке (рис. 160, а) уменьшают угол сутюживания и распределяют его на две части - со стороны борта и со стороны проймы.
Полочки могут быть с неотрезными подбортами, с вырезом горловины по форме тупого угла и др. Изменения в конструкции полочек дают возможность ликвидировать сутюживание в области груди, исключить обрезку бортов, лацканов и низа пальто, а в полочках с неотрезными подбортами - исключить и ряд операций по обрезке, обтачиванию бортов, разутюжке швов, образованию канта и др.
Нижние воротники пальто технологичной конструкции строят на чертеже горловины полочки, вырезанной по форме тупого или прямого угла. Средняя линия нижнего воротника от линии сгиба стойки отводится в сторону увеличения линии среза стойки для того, чтобы исключить операцию оттягивания нижнего воротника по стойке. Верхний воротник по срезу стойки увеличивают, с тем чтобы он располагался по линии раскепа, образованной верхним срезом подборта. Подборт при этом вырезают по форме горловины полочки. Верхние воротники могут быть цельнокроенными с нижними воротниками (рис. 160, б).
Подборта в пальто технологичных конструкций чаще бывают цельнокроенными с полочками.
Рукава в пальто технологичных конструкций могут быть двухшовными (рис. 160, в), но чаще одношовными с одним локтевым (рис. 160, г) или с одним верхним швом, расположенным на верхней половинке.
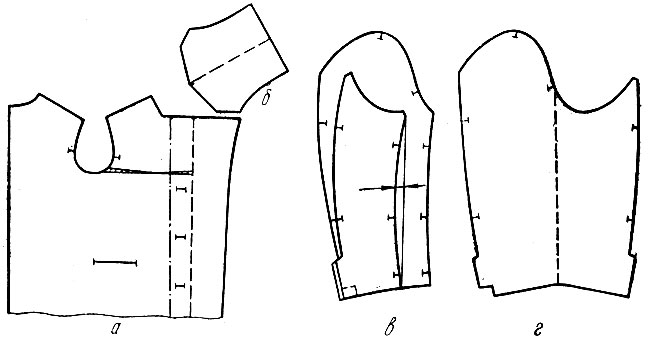
Рис. 160. Основные детали пальто технологичной конструкции: а - полочка, цельнокроенная со спинкой и с подбортом; б - верхний воротник неотрезной с нижним воротником; в - двухшовный рукав; г - одношовный рукав
В двухтомных рукавах технологичной конструкции, разработанной на Московской экспериментальной фабрике имени Клары Цеткин при ЦНИИШП, вогнутость линии передних срезов на линии локтя в верхней и нижней половинках принята равной 2 см.
Передний срез верхней половинки не оттягивают ни до, ни после стачивания передних срезов и поэтому в крое передний срез верхней половинки уравнивают по нижней. Ширина переднего и локтевого перекатов приняты без изменения.
Детали бортовой прокладки (рис. 161) изготовляют из бортовой ткани арт. 10110 и 10114. Устойчивая объемная форма ее создается за счет вытачек, идущих от линии проймы, горловины и талии. Припусков на усадку бортовой прокладки не дают. Поэтому в прокладках необходимо использовать бортовую ткань, имеющую одинаковый процент усадки с тканью верха.
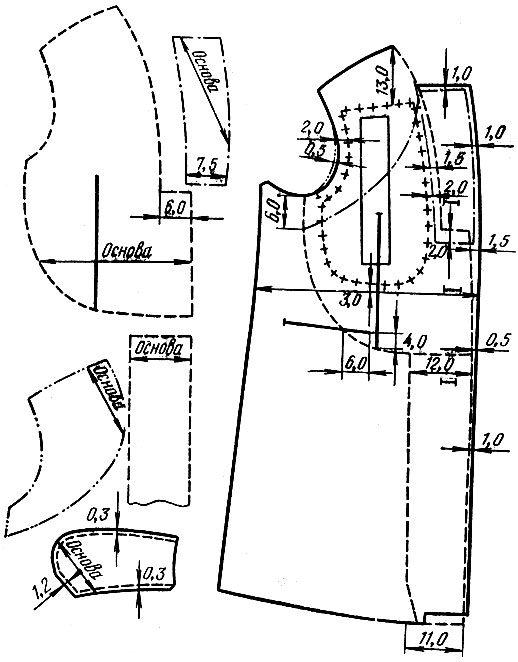
Рис. 161. Детали бортовой прокладки пальто технологичной конструкции фабрики имени Клары Цеткин
Основная деталь бортовой прокладки выкраивается с отрезным лацканом. Лацкан вырезают из бортовой ткани с нанесенным на нее клеевым порошком.
Плечевая и волосяная накладка, столбик из волосяной ткани и сводка вырезаются также из ткани с клеевым покрытием порошком ПА-54.
Нити основы в основной части прокладки и надставке располагают в поперечном направлении. Нить основы в отрезном лацкане совпадает с линией перегиба лацкана, с тем чтобы в этом направлении не прокладывать кромку.
Особенностью обработки бортовой прокладки для изделий технологичной конструкции является отсутствие припусков на осноровку по срезам бортов, лацканов, горловины, плечевому срезу и проймам, что позволяет сократить время на обработку изделия и уменьшить расход ткани,
Подкладка в изделиях технологичной конструкции отличается от обычной подкладки тем, что к ней не дают припусков на осноровку и подгонку по верху изделия. Верхняя половинка подкладки рукава состоит из двух частей, с тем чтобы обеспечить втачивание ее в открытую пройму.
Особенности обработки пальто технологичных конструкций
Подготовка ткани к раскрою и раскрой. Для изделий технологичных конструкций все детали необходимо выкраивать с более высокой степенью точности, так как размеры и форма их отрабатываются при конструировании и в процессе шитья не уточняются.
Для пальто технологичных конструкций наряду с общими требованиями по подготовке ткани к раскрою добавляются требования по подбору основных и прокладочных тканей с одинаковым процентом усадки,
Точность кроя обеспечивается за счет механизации подготовительно-раскройных процессов (настилание, раскладка лекал, обмелка, вырезание деталей и др.).
Для этого необходимо:
1. Производить предварительный разрез ткани на полотна на мерильно-резальной машине с последующим их укладыванием в настилы. Это дает возможность ликвидировать перекосы в деталях изделий и настилать их с одинаковым натяжением.
2. Раскладку лекал на полотне или трафарете производить с зазорами между ответственными срезами до 0,5 см (окаты рукавов, плечевые срезы и срезы горловины). Это необходимо для обеспечения точности вырезания деталей на машине с вертикальным ножом.
3. При раскладке лекал на ткани максимально уменьшать величины допускаемых отклонений от нормального направления нитей основы или утка (спинки и полочки выкраивать без отклонений), нижние воротники выкраивать только из двух частей (так как нижние воротники с надставками вызывают необходимость их обрезки), подкладку выкраивать без надставок и клиньев.
4. Все крупные детали (спинки, полочки, рукава, воротники, подборта) следует вырезать полностью на передвижной машине с вертикальным ножом, используя зажимы и не перемещая настила до полного вырезания деталей и постановки надсечек. Вырезание мелких деталей на ленточной машине необходимо производить по картонным лекалам.
5. При раскладке деталей бортовой прокладки и прокладки в воротник соблюдать направление нитей основы.
6. Вырезание деталей верха, подкладки и прокладок производить с минимально возможными допускаемыми отклонениями, установленными по срезам деталей, уменьшая их значения примерно в 2 раза.
Все эти требования легко выполнимы в конструкциях изделий, имеющих минимальное количество продольных и поперечных швов (пальто без боковых швов, полочки с неотрезными подбортами, одношовные рукава, верхние воротники, цельнокроенные с нижними, и т. п.).
Методы обработки, технические условия и последовательность сборки деталей и узлов пальто. Методы обработки пальто технологичных конструкций предусматривают выполнение следующих условий.
1. Значительное сокращение операций внутрипроцессной влажно-тепловой обработки за счет ликвидации сутюживания полочек в области груди, оттягивания верхних половинок рукавов по передним срезам, сутюживания полочек вместе с бортовой прокладкой перед обрезкой, оттягивания нижнего воротника по стойке, сутюживания посадки шлицы на кромку, сутюживания посадки подбортов по бортам и др.
2. Ликвидация осноровочных операций внутри процесса с отменой следующих операций: обмелка и обрезка бортов и низа изделий, намелка линии подгиба низа полочек с лицевой и изнаночной стороны, вырезание бортовой прокладки под кромку по краю и низу борта, обрезка бортовой прокладки по проймам и плечевым срезам, намелка и подрезка нижнего воротника по отлету и концам, намелка линии на нижнем воротнике для соединения его с верхним воротником, намелка подгиба низа рукавов, подгонка подкладки по верху изделия, нанесение меловых линий внизу бортов и др.
3. Применение более прогрессивной унифицированной технологии по обработке листочки бокового кармана, шлицы рукавов и соединения подкладки рукавов с изделием, стачивание плечевых швов подкладки и средних швов рукавов одновременно без отрыва строчки, соединение подкладки по шлице спинки пальто.
4. Применение машинных методов обработки на операциях: втачивание рукавов подкладки в проймы, обтачивание уголков шлиц рукавов и спинки, бортов полочек, воротника, соединение шва верхнего воротника с горловиной и др.
5. Применение клеевых методов крепления деталей и сборки узлов на операциях по сборке бортовой прокладки, применение клеевых лацканов прокладки, вспушка бортов, лацканов и низа с помощью клеевой пленки, прикрепление припусков на подгиб низа рукавов к рукавам, проклеивание поливинилацетатной эмульсией мест расположения петель и др.
6. Уменьшение трудоемкости обработки некоторых узлов за счет исключения таких операций, которые не оказывают влияния на качество изделий. К таким операциям могут быть отнесены: прикрепление боковых швов подкладки к боковым швам верха, прикрепление внутренних краев подбортов к бортовой прокладке, прикрепление локтевых швов подкладки рукавов к локтевым швам верха, разметывание и прикрепление воротника по раскепам, разметывание пройм изделий и т. п.
Ниже излагаются методы обработки мужских и детских пальто технологичных конструкций по материалам опытно-технической фабрики имени Клары Цеткин при ЦНИИШП, Киевского производственного объединения "Украина" и др. в соответствии с инструкцией МЛП СССР, утвержденной 18/III-69 г.
Обработка спинки верха. Для предохранения срезов от растяжения в пройму и горловину спинки прокладывают клеевую кромку с небольшим ее натяжением.
В спинках с вытачками из плечевых срезов вытачки стачивают с подкладыванием кусочков ткани в концах вытачек. Вытачки разутюживают, сутюживая слабину в концах (рис. 162, а).
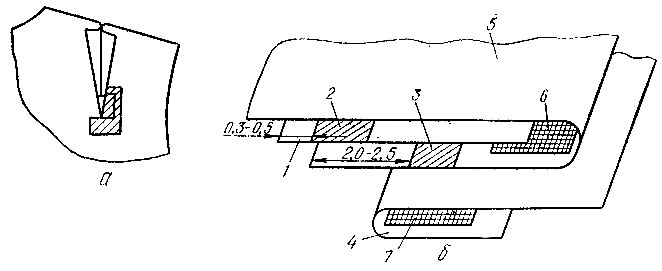
Рис. 162. Обработка спинки: а - вытачек из плечевых срезов; 6 - шлицы
На прокладку 1 в левую часть шлицы (см. рис. 160, б) с двух сторон прокладывают клеевую пленку. Пленку 2 для прикрепления прокладки к спинке прокладывают на 0,3÷0,5 см от бокового среза прокладки, а пленку 3 для прикрепления подогнутого края шлицы прокладывают на 2-2,5 см от другого бокового края шлицы. На правой 4 и левой 5 частях спинки по лекалу намечают линии для прокладывания прокладки 1 и кромок 6, 7 в шлицу.
По намеченным линиям в левую сторону шлицы приклеивают прокладку и кромку шириной 1 см, располагая срез прокладки на 0,5 см от намеченной линии сгиба, а край кромки - по намеченной линии. При этом кромка одной половиной ее ширины приклеивается к основной ткани, а другой - к прокладке. В правую часть спинки приклеивают только одну клеевую кромку 7 шириной 1 см, располагая ее край по намеченной линии сгиба.
Нижние срезы прокладки и кромки не доходят до линии подгиба низа на 0,1 ч-0,2 см. Кромку в правую и левую стороны шлицы прокладывают с натяжением, но без посадки спинки на кромку. Сборка шлицы производится на аппарате ПШ-2 с отключенным валиком для образования посадки спинки или без применения аппарата. Средние срезы спинки соединяют на стачивающей машине швом шириной 1 см с помощью направляющей линейки. Шов раскрывают утюгом и разутюживают на прессе, одновременно приутюживая подогнутые стороны шлицы. Правую и левую стороны шлицы закрепляют отделочными строчками, располагая их на правой стороне на 0,3÷0,4 см от края, а на левой - в зависимости от модели. Вверху шлицу скрепляют отделочной строчкой, как в обычных конструкциях.
Обработка полочек. По плечевым срезам, срезам пройм и горловины с помощью утюга прокладывают клеевую кромку с небольшим ее натяжением. Долевики под карманы приклеивают к полочке с помощью клеевой пленки или прикрепляют временно булавками. Полочки в области груди не формуют. Стачивание и разутюживание вытачек производят по типовым методам обработки с использованием стачивающих машин, утюгов и прессов.
Обработка карманов. Клапаны карманов обрабатывают па аппарате ОКП клеевым способом или обрабатывают способом ниточного крепления по типовым методам. В изделиях с обработкой бортов в "чистый край" клапаны не вспушивают.
Потайной карман обрабатывают в мешковине правого бокового кармана, располагая его посередине входа в боковой карман (рис. 163).
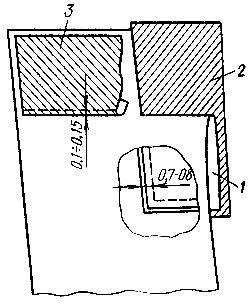
Рис. 163. Обработка потайного кармана
Верхнюю часть мешковины бокового кармана предварительно разрезают в двух местах до линии настрачивания подзора. Среднюю надрезанную часть мешковины 1 перегибают в сторону основной части мешковины, на нее накладывают другую сторону мешковины 2 потайного кармана и стачивают со стороны основной мешковины швом шириной 0,7÷0,8 см. Подзор 3 настрачивают, как обычно, с подгибом его обрезных краев в сторону изнанки на 0,7÷0,8 см.
В боковых карманах с листочками последние перегибают вдоль по надсечкам, вкладывают долевик и прокладывают по краю отделочную строчку, удерживая долевик в натянутом положении.
Листочку приутюживают на прессе, намеляют линию притачивания, излишки обрезают. Дальнейшая обработка карманов выполняется по типовым методам обработки.
Обработка бортовой прокладки. Сборка и формование бортовой прокладки производится клеевым способом на прессе со специальными подушками типа СПП-2Л. Плечевую накладку 1 (рис. 164), прокладку в лацкан 2, волосяную накладку 3 и столбик 4, выкроенные из бортовой и волосяной ткани с клеевым покрытием порошком ПА-54, укладывают на подушку пресса и прессуют. При этом клеевую сводку 6 предварительно прокладывают на волосяную накладку с помощью утюга так, чтобы середина сводки совпадала со срезами волосяной пластины. Надставку 7 притачивают к основной части прокладки накладным швом на машине с зигзагообразной строчкой.
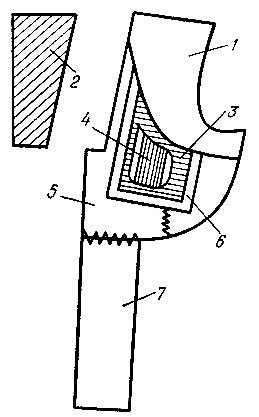
Рис. 164. Обработка бортовой прокладки
Изменения в конструкции бортовой прокладки позволяют упростить обработку бортов полочек.
Основная деталь бортовой прокладки увеличена в области бокового кармана. Это дало возможность в пальто с поперечным расположением боковых карманов (прорезных с клапанами) передний угол мешковины скреплять с бортовой прокладкой.
Расположение долевой нити в клеевом лацкане по линии его перегиба позволяет ликвидировать операцию по прокладыванию кромки около линии перегиба лацкана.
Увеличение длины клеевого лацкана вниз за уровень расположения верхней петли позволяет ликвидировать операцию проклеивания бортовой прокладки под верхнюю петлю.
Соединение полочек с бортовой прокладкой. Полочки 1 соединяют с бортовыми прокладками 2 (рис. 165) на стачивающей машине следующим образом. На изнаночную сторону полочки накладывают бортрвую прокладку, совмещая плечевые срезы пройм, и прокладывают машинную строчку со стороны полочки на 0,3 см от среза проймы, не доходя до плечевого среза на 3 см. Далее полочку перегибают вместе с бортовой прокладкой по линии перегиба лацкана и закрепляют машинной строчкой по линии горловины также со стороны полочки, не доходя до плечевого среза на 3 см. Вся остальная часть бортовой прокладки остается свободной и к полочке не прикрепляется.
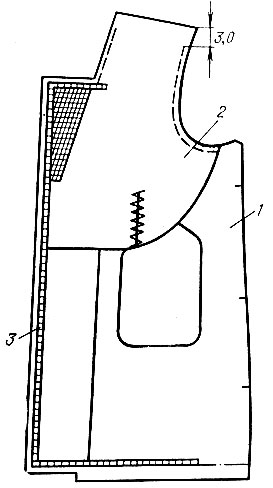
Рис. 165. Соединение полочек с бортовой прокладкой
После этого приклеивают клеевую прокладку в лацкан на прессе с прямой подушкой типа ПУ-1. Затем по краям лацкана, борту и низу изделия утюгом прокладывают клеевую кромку 3 так, чтобы ее наружный край выходил за срез бортовой прокладки на 0,5÷0,6 см. Такое расположение кромки обеспечивает ее одновременное прикрепление к основной ткани и закрепление переднего среза бортовой прокладки по борту и низу. Кромку прокладывают с небольшим ее натяжением, располагая ее наружный срез от среза борта полочки, как обычно.
В изделиях с неотрезными подбортами наружный срез кромки располагают на 0,1 см от линии сгиба борта в сторону полочки. При этом линию сгиба борта полочки отмечают с изнаночной и лицевой сторон полочки.
В пальто из тонких тканей с неотрезными подбортами срез бортовой прокладки располагают на 0,1÷0,2 см от линии сгиба борта. Кромка в этих случаях также выходит за срез бортовой прокладки на 0,5÷0,6 см и попадает под линию сгиба борта. Это обеспечивает большую устойчивость края борта и создает большую овальность в его сгибе.
Места расположения петель намечают со стороны бортовой прокладки и проклеивают поливинилацетатной эмульсией или декстриновым клеем.
Дальнейшая обработка бортов производится методом, описанным выше.
Обработка воротника. Части нижнего воротника 1 (рис. 166) соединяют на стачивающей машине швом шириной 1 см, сравнивая срезы по стойке и отлету. Швы раскрывают утюгом и разутюживают на прессе с прямыми подушками, одновременно укладывая до 10-12 воротников.
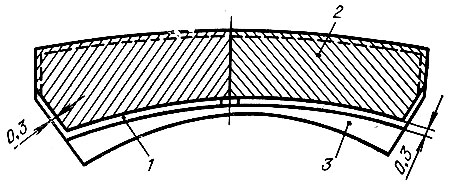
Рис. 166. Обработка воротника
Прокладку воротника 2 из двух частей с клеевым покрытием укладывают на нижний воротник так, чтобы ее срезы отстояли от срезов стойки и раскепов на 0,2÷0,3 см, а по отлету" и концам совпадали со срезами нижнего воротника, и прессуют.
Нижний и верхний воротник 3 не осноравливают, прокладку по стойке, концам и отлету не вырезают, стойку нижнего и верхнего воротника не оттягивают. Со стороны прокладки воротника по лекалу намечают места обтачивания углов. Нижний воротник обтачивают верхним воротником швом шириной 0,3 см на машине 206 кл. ПМЗ, совмещая надсечки и образуя посадку верхнего воротника в углах. Припуски на шов в углах подрезают, шов разутюживают на специальной колодке.
Воротник вывертывают на лицевую сторону, углы выравнивают и края выметывают на машине 222 кл. ПМЗ со стороны нижнего воротника, образуя кант шириной 0,1÷0,2 см.
Воротник приутюживают со стороны нижнего воротника на прессе с плоскими подушками.
Соединение воротника с горловиной. Перед соединением воротника с горловиной строчки выметывания углов лацканов и концов воротника удаляют (рис. 167). Верхний воротник с подбортами и нижний воротник с участком горловины полочек (швы раскепов) соединяют на стачивающей машине сквозной строчкой (без отрыва нитки в концах уступов) швом шириной 1 см. Швы раскепов и горловины разутюживают утюгом.
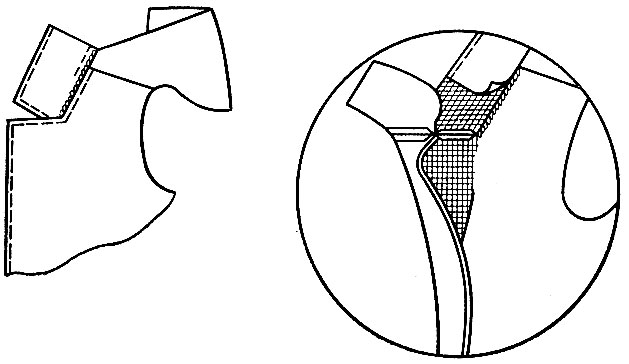
Рис. 167. Соединение воротника с горловиной
На остальной части горловины нижний воротник соединяют с полочками и спинкой накладным швом с открытыми срезами на машине с зигзагообразной строчкой, совмещая средний шов нижнего воротника со средним швом спинки. При этом срез бортовой прокладки должен попасть в шов соединения нижнего воротника с полочкой.
Швы раскепов не прикрепляют к швам горловины, так как они имеют небольшую длину 7-8 см.
Обработка рукавов. Основной особенностью обработки рукавов в изделиях технологичных конструкций является ликвидация оттягивания верхней половинки рукава по переднему срезу, что позволяет начать обработку рукава с обработки шлиц и соединения локтевых срезов (рис. 168). Углы припуска на шлицу к верхней половинке рукава 1 складывают лицевыми сторонами внутрь и обтачивают швом шириной 0,5 см. Швы разутюживают, излишки ткани в углу вырезают, углы шлиц вывертывают.
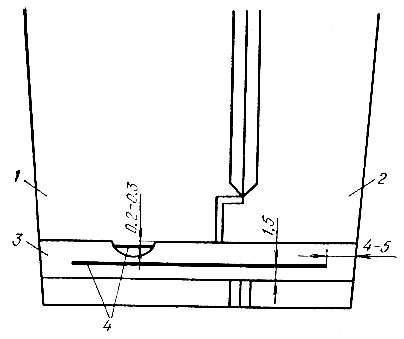
Рис. 168. Обработка низа рукавов
Затем стачивают локтевые срезы и припуски на шлицу. В конце шлицы припуски на швы со стороны нижней половинки 2 надрезают, не доходя до строчки на 0,1÷0,2 см, и локтевые швы разутюживают.
На прокладку 3 в низ рукава с двух сторон наносят клеевую пленку 4 на машине для прокладывания пленки типа МПП-1, располагая ее на 0,2÷0,3 см от верхнего среза прокладки и на 1,5 см от нижнего среза на другой стороне прокладки, не доводя ее до концов прокладки на 4-5 см.
Заготовленную прокладку укладывают в низ рукавов по надсечкам на передних срезах, перегибают припуск на подгиб низа и заметывают на машине однониточного цепного стежка на расстоянии 2 см от подогнутого края, выправляя и уравнивая шлицу по низу. Заметанные рукава укладывают на плоскую подушку пресса и прессуют.
Передние срезы рукавов стачивают швом шириной 1 см со стороны верхней половинки без посадки нижней половинки. Швы разутюживают на прессе без оттягивания, расправляя шов на линии подгиба низа рукава. Дальнейшая обработка рукавов производится 'обычными методами, описанными выше, за исключением того, что локтевые швы подкладки к локтевым швам верха не прикрепляют.
В рукавах с одним локтевым или верхним швом прокладку в низ рукавов прокладывают до соединения локтевого или верхнего шва. В остальном обработка не меняется.
Обработка подкладки пальто. В технологичных конструкциях пальто из недорогих тканей внутренний карман в подкладке (нагрудный) обрабатывают только на левой полочке. Карман обрабатывают одной обтачкой из основной ткани.
Место расположения кармана намечают в пачке кроя дыроколом, двумя проколами или по лекалу на каждой полочке отдельно тремя линиями - одной вдоль и двумя поперек.
Подзоры подгибают на 0,7 см и настрачивают на мешковину на стачивающей машине, располагая строчку на 0,1 см от подогнутого края подзора и уравнивая верхние срезы подзора и мешковины. Далее настрачивают фабричную марку обычным способом. Петлю для внутреннего кармана обрабатывают обычными способами, но не закрепляя мысик. Обтачку кармана из основной ткани перегибают пополам по длине, накладывают на подкладку полочки по намеченной линии. На обтачку укладывают одну часть мешковины, уравнивая срезы, и притачивают швом шириной 0,5 см. По другой намеченной линии укладывают другую часть мешковины с подзором и фабричной маркой, подкладывают петлю и притачивают швом шириной 0,5 см.
Далее полочку разрезают как обычно, мешковину вывертывают наизнанку и стачивают ее боковые стороны и низ, подкладывая одновременно кусочки ткани под концы кармана для прикрепления их к борту и к пройме.
Средние срезы на спинке и боковые срезы подкладки стачивают на стачивающей машине швом шириной 1,0 см. Передние швы рукавов подкладки стачивают на участке 10-12 см от срезов проймы и низа швом также шириной 1,0 см. Подкладку рукавов с нестачанным средним швом втачивают в открытую пройму основной подкладки швом шириной 1,0 см, совмещая надсечки и верхние срезы с плечевыми срезами.
После этого стачивают плечевые срезы подкладки и средние срезы рукавов сквозной строчкой (без отрыва нитки). Благодаря точному крою подкладку по передним плечевым срезам, проймам и низу не подрезают.
Для соединения подкладки с верхом на подбортах, по низу изделия и на подкладке ставят контрольные знаки.
Подкладку к внутренним срезам подбортов и по низу притачивают на машине обычным способом. При этом углы подкладки внизу бортов и шлиц обрабатывают на машине. Припуск подкладки на шлицу вверху застрачивают вытачкой. Линию намелки края нижней стороны шлицы располагают на 0,7÷1,0 см от среза припуска на обработку шлицы.
К боковым сторонам шлицы подкладку притачивают после ее соединения с верхом по низу изделия. При притачивании подкладки к нижней боковой стороне шлицы одновременно застрачивают нижний уголок шлицы. При притачивании подкладки к верхней (левой) стороне шлицы одновременно стачивают подкладку вверху шлицы (подобно вытачке), при этом припуск на шов к нижней стороне шлицы вверху предварительно надрезают.
Отделочную строчку по нижней стороне шлицы прокладывают после притачивания к ней подкладки.
Соединение подкладки с верхом изделия. Шов притачивания подкладки к внутренним срезам подбортов к бортовой прокладке не прикрепляют.
В однобортных пальто пуговицы пришивают насквозь с подбортами.
Боковые швы подкладки к боковым швам верха также не прикрепляют на всей их длине.
Швы втачивания подкладки рукавов в проймы пришивают к швам пройм верха (разметка пройм) только в нижней части от линии переднего переката до локтевого шва на разметочной машине 65 кл. ПМЗ. Вверху шов втачивания рукавов подкладки прикрепляют к шву проймы верха ручной скрепкой против плечевого шва.
После притачивания подкладки к низу рукавов прикрепляют локтевые швы подкладки к локтевым швам верха машинной строчкой на участке длиной 8-10 см, начиная на 10 см от низа рукавов и выше. После вывертывания изделия налицо нестачанную часть переднего шва подкладки рукавов застрачивают на ребро на машине, подгибая обрезные края в сторону изнанки. Строчку прокладывают на 0,1-0,2 см от сгибов подкладки. Объемную форму изделию придают на паровоздушном манекене.
Совершенствование методов разработки технологичных конструкций пальто
Дальнейшее совершенствование методов разработки конструкции и изготовления изделий технологичных конструкций должно идти по следующим направлениям.
1. Усовершенствование методов разработки конструкции основных деталей, подкладки и прокладок путем применения более точных методов конструирования, учитывающих формовочные и другие свойства ткани и позволяющих исключить из конструкции изделий ненужные швы.
2. Разработка мероприятий по уменьшению и уравниванию процента усадки тканей верха, подкладки и прокладок.
3. Обеспечение точного кроя за счет механизации процесса настилания тканей, более точных обмелок и способов разрезания настилов (применение вырубочных прессов и др.).
4. Более широкое применение клеевых и сварных методов крепления деталей изделий при соединении деталей и изготовлении прокладок в полочки, шлицы спинок, воротники, рукава, борта вместо вспушивания и т. п.
5. Максимальное снижение процента ручных и утюжильных работ путем замены их машинными, спецмашинными. Использование многооперационных машин-полуавтоматов, прессов, аппаратов клеевого крепления, многопозиционных прессов, паровоздушных манекенов и т. п.
При выборе машин следует руководствоваться их скоростными данными, надежностью и долговечностью, универсальностью и в то же время многооперационностью, как, например, 222 кл. для выметывания краев деталей, 202 кл. для втачивания рукавов в проймы без вметывания, 206 кл. для обтачивания бортов с одновременной посадкой и обрезкой края, 262 кл. для стачивания с одновременным разутюживанием шва, 797 кл. для стачивания с одновременным обметыванием срезов, быстроходных машин с двухниточным цепным стежком, полуавтоматов для обработки карманов типа 215 кл., обтачивания клапанов типа 370 кл. и др.
6. Более широкое применение приспособлений малой механизации, позволяющих совмещать операции по соединению деталей изделий, например, кокетки с основными частями спинок и полочек, скреплять пояс по лицевой стороне без его вывертывания, приспособлений для выполнения накладных швов с закрытым срезом и др.
7. Замена ряда операций внутрипроцессной влажно-тепловой обработки по формованию деталей одной операцией при окончательной влажно-тепловой обработке изделий и др.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://fashionlib.ru/ 'История моды'