|
|
§ 2. Машинные работы
Оборудование для машинных работ
Для выполнения машинных работ применяют различное оборудование. Основным видом оборудования являются швейные машины, на которых выполняется большинство операций по скреплению деталей швейных изделий.
Все швейные машины можно разделить на стачивающие, специальные и полуавтоматы.
На стачивающих машинах (рис. 30) можно выполнять несколько различных технологических операций, например обтачивание борта, стачивание боковых срезов, выполнение отдельных строчек и т. д. Стачивающие машины могут образовывать строчку челночного и цепного стежка.
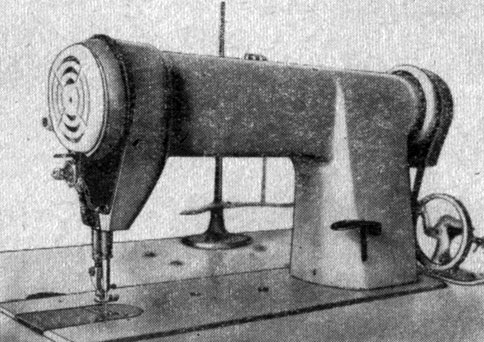
Рис. 30. Стачивающая машина 97 кл. Оршанского завода 'Легмаш'
Строчки челночного стежка выполняют на машинах типа 22 кл. ПМЗ, 331-2 фирмы Минерва (ЧССР), 97 кл. ОЗЛМ, 562 кл. ПМЗ и др. Строчки цепного стежка выполняют на машинах типа 222 кл. ПМЗ, 208 кл. РЛМЗ, 761 кл. фирмы Паннония (ВНР) и др.
На специальных машинах (рис. 31) можно выполнять только одну технологическую операцию. К ним относятся машины типа 202 кл. ПМЗ для втачивания рукава в пройму, 297 кл. ОЗЛМ для обтачивания борта, воротника (без предварительного наметывания), 65 кл. ПМЗ для разметывания пройм и др.
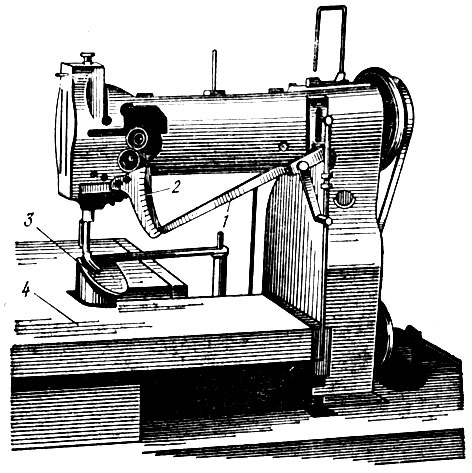
Рис. 31. Спецмашина 202 кл. ПМЗ для втачивания рукавов
На полуавтоматах (рис. 32) все операции, кроме укладывания и съема деталей, выполняются автоматически. На полуавтоматах, так же как и на специальных машинах, выполняют только одну операцию, например пришивание пуговиц, обметывание петель, изготовление закрепок и т. д. К полуавтоматам относятся машины типа 220 кл. ОЗЛМ, 295 кл. ПМЗ, 62761 кл. фирмы Минерва (ЧССР), 496 кл. ПМЗ для обработки прорезного кармана в рамку и др.
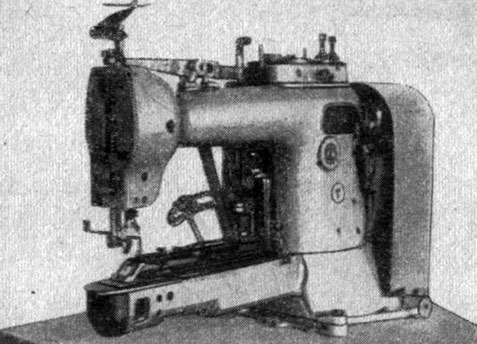
Рис. 32. Полуавтомат 95 кл. ПМЗ для пришивания пуговиц
Средства малой механизации
Применение средств малой механизации имеет большое значение для повышения производительности труда, культуры производства и улучшения качества продукции.
Рационализаторы и изобретатели швейных предприятий разработали и внедрили в производство большое количество разнообразных приспособлений к стачивающим и специальным швейным машинам.
Ниже приводятся некоторые виды средств малой механизации, получившие широкое применение при изготовлении мужских и детских пальто.
Простая направляющая линейкa (рис. 33) применяется при выполнении швов и отделочных строчек по краям деталей (для прострачивания бортов, воротника, низа, шлицы и т. п.). Линейка имеет продольную прорезь в корпусе для крепления ее винтом к платформе машины и регулировки ширины шва или строчки.
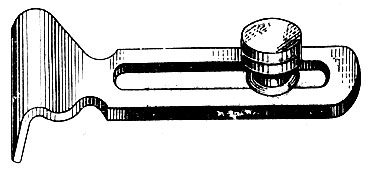
Рис. 33. Простая направляющая линейка
Откидная двухрожковая линейка (рис. 34) применяется на операциях, где выполняются швы или отделочные строчки различной ширины. Линейка состоит из неподвижного 1 и подвижного 2 рожков, соединенных между собой шарнирно. Неподвижный рожок прикреплен винтами 3 к платформе машины. Его устанавливают на большую ширину шва, а подвижный - на меньшую. При выполнении широкого шва подвижный рожок откидывают в нерабочее положение, а при выполнении узкой строчки его поворачивают в сторону лапки.
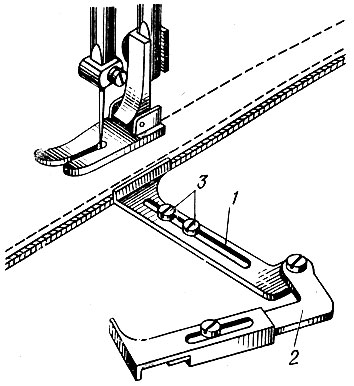
Рис. 34. Откидная двухрожковая линейка
Линейка - окантовыватель (рис. 35) применяется для окантовки краев ткани тесьмой и для изготовления вешалок. Линейку прикрепляют винтами к платформе машины. Передний конец пластинки с двусторонней улиткообразной трубкой устанавливают перед лапкой.
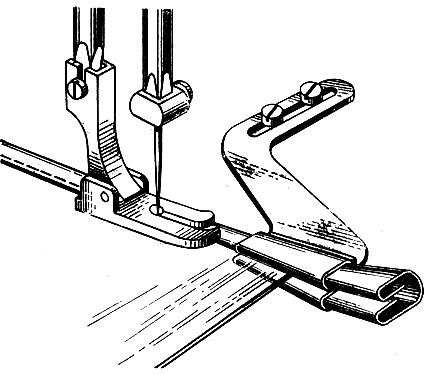
Рис. 35. Линейка-окантовыватель
Лапка с откидными линейками (рис. 36) применяется для настрачивания среднего шва спинки, боковых и плечевых швов и т. п. Лапка может применяться также и для прострачивания краев деталей.
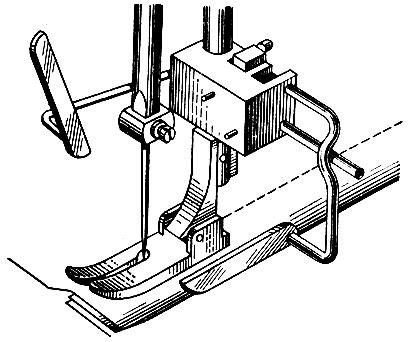
Рис. 36. Лапка с откидными линейками
Линейки устанавливают в зависимости от ширины строчки. При настрачивании можно пользоваться правой и левой линейкой попеременно.
Лапка с навесными роликовыми линейками (рис. 37) применяется для выстегивания утепляющих прокладок из ваты, ватина и т. д. без предварительной наметки линий прострачивания. Приспособление состоит из линейки, на концах которой укреплены ролики.
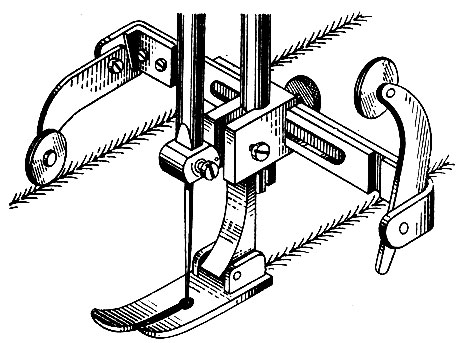
Рис. 37. Лапка с навесными роликовыми линейками
Во время прострачивания ролик должен скользить по предыдущей строчке.
Лапка с выдвижной градуированной линейкой (рис. 38) применяется для выполнения операций, где требуется частое изменение расстояний от строчки до края деталей. Приспособление состоит из однорожковой лапки и градуированной линейки, которая прижимается к лапке пластинчатой пружиной. Для перемещения линейки на разную ширину нажимают на рычаг, расположенный позади лапки. Рычаг давит на пружину, и линейка освобождается.
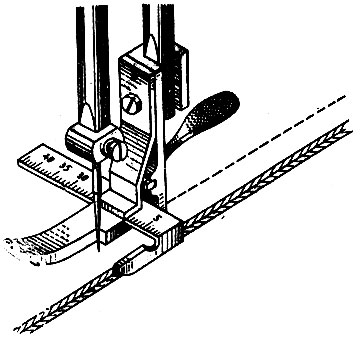
Рис. 38. Лапка с выдвижной градуированной линейкой
Лапка с подпружиненным бортиком (рис. 39) применяется для выполнения отделочных строчек по бортам, воротнику, для настрачивания боковых швов, накладных карманов и т. д. Приспособление состоит из двухрожковой лапки и направляющего бортика. В стойке лапки имеются два выступа с направляющими отверстиями, в которые вставлен подпружиненный стержень. На нижнем конце стержня закреплен направляющий бортик.
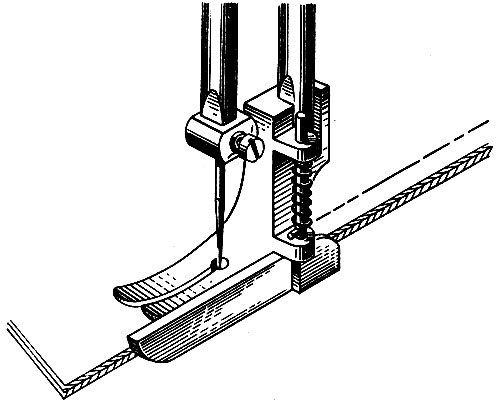
Рис. 39. Лайка с подпружиненным бортиком
Шарнирная лапка с выдвижным подпружиненным бортиком (рис. 40) применяется для настрачивания среднего шва спинки, боковых и плечевых швов, накладных карманов и т. п. Лапка может применяться и для прострачивания краев деталей.
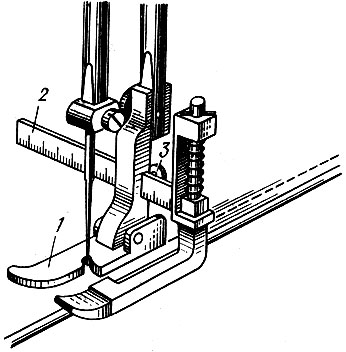
Рис. 40. Шарнирная лапка с выдвижным подпружиненным бортиком
Стойка лапки 1 имеет прямоугольное отверстие, в которое входит градуированная линейка 2, закрепляемая в нужном положении винтом 3. На правом конце линейки закреплена рамка, в которой свободно помещен стержень направляющего бортика с пружиной. Лапку можно применять как универсальную.
Универсальный держатель лапок (рис. 41) применяется в тех случаях, если для выполнения одной организационной операции требуются лапки разных видов.
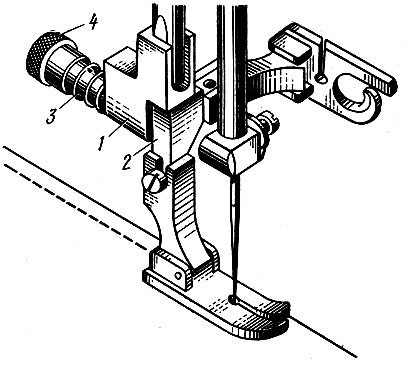
Рис. 41. Универсальный держатель лапок
Универсальный держатель состоит из прикрепленного к стержню лапки кронштейна в который вставлен держатель 2 с подпружиненным стержнем 3, оканчивающимся головкой 4. Смену лапок производят поворотом держателя при нажатии пальцем на головку 4.
Приспособление для намотки ниток на шпульку (рис. 42) устанавливают на рабочем столе около приводного ремня машины. Шпульку 1 надевают на разрезной шпиндель 2 до упора. Нитку с бобины продевают в отверстие кронштейна 3 и вводят между тарелочками регулятора натяжения 4. Конец нитки для его закрепления несколько раз наматывают на шпульку. Нажатием пальца правой руки на рычаг 5 подводят шкив 6 моталки к приводному ремню машины, устанавливая тем самым приспособление в рабочее положение. На запасную шпульку нитка наматывается при работе машины. С помощью специального рычага приспособление автоматически отключается после окончания наматывания ниток на шпульку.
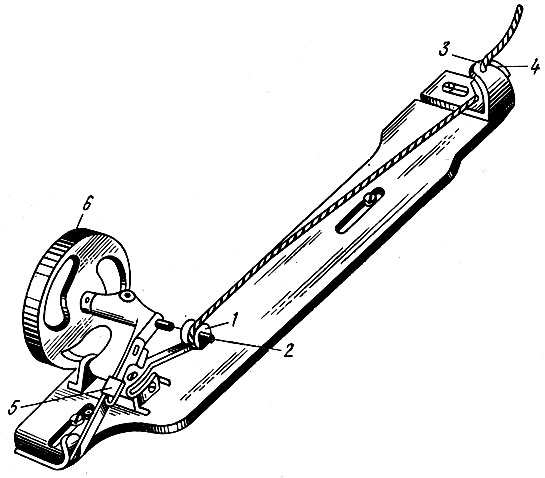
Рис. 42. Приспособление для намотки ниток на шпульку
Организация рабочего места для машинных работ
Машины устанавливают на стандартных столах размером 1,2X0,65 м с индивидуальным электроприводом (рис. 43). Электродвигатель включают, нажимая на пусковую кнопку выключателя или на педаль машины. На машинном рабочем месте должно быть местное освещение, вмонтированное в корпус машин или в виде отдельного светильника. Каждое машинное рабочее место оборудуют коленным рычагом для подъема лапки, приспособлением для намотки ниток на шпульку и т. п. В зависимости от вида выполняемой операции рабочее место должно оснащаться всеми необходимыми инструментами и приспособлениями.
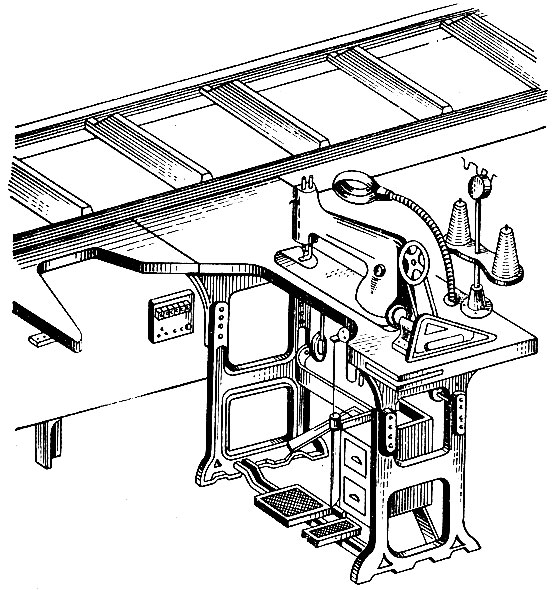
Рис 43. Рабочее место для машинных работ
После окончания работы на машине электромотор выключают. Перезаправку ниток в челноке, смену иглы и регулировку машины производят только при выключенном электромоторе.
Машину устанавливают на рабочем месте так, чтобы головка машины располагалась в сторону транспортерной ленты или стола, на который поступает полуфабрикат. Ряд специальных машин и полуавтоматов устанавливают головкой к работающему.
Если на рабочем месте устанавливают две и более специальные машины, обслуживаемые одним рабочим, то стул рабочего устанавливают на ролики, а на полу прокладывают специальные рельсы, по которым стул передвигается. При ручной передаче полуфабрикатов в потоке рабочие места оборудуются междустольями, скатами, желобами и т. д.
Каждое рабочее место должно быть оборудовано сигнальной лампой для предупреждения рабочего о браке. Все машинные рабочие места оборудуются защитными устройствами согласно правилам техники безопасности.
Машинные стежки и строчки
Машинные стежки подразделяются на стежки челночного и цепного переплетения. Стежки челночного переплетения образуются двумя или тремя нитками. Стежки цепного переплетения - одной, двумя, тремя и более нитками. Ряд повторяющихся стежков образует строчку. Машинные строчки могут быть однолинейными и многолинейными.
Челночная прямая строчка (рис. 44, а) обеспечивает плотное скрепление тканей, малорастяжима, не распускается. Строчка применяется для постоянного скрепления деталей. Выполняется на стачивающих машинах 22, 252, 262, 562 кл. ПМЗ и др.
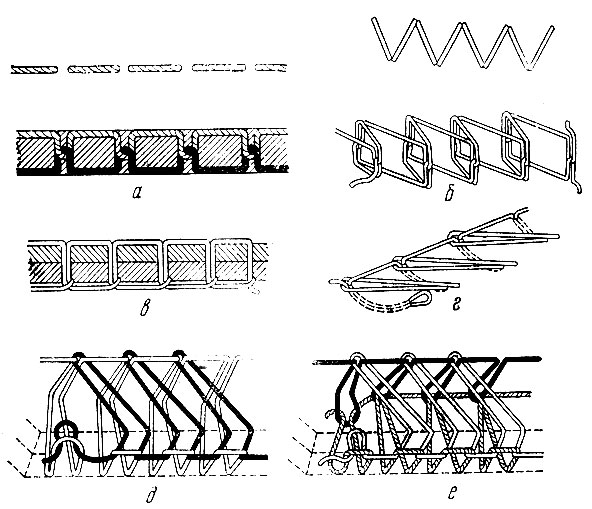
Рис. 44. Машинные строчки: а - челночная прямая строчка; б - челночная зигзагообразная строчка; в - цепная однониточная строчка; г - цепная однониточная потайная строчка; д - цепная обметочная двухниточная строчка; е - цепная обметочная трехниточная строчка
Челночная зигзагообразная строчка (см. рис. 44, б) обеспечивает достаточно плотное скрепление тканей, более эластична, чем прямая челночная, нераспускаема. Строчка применяется для стачивания вытачек и соединения частей бортовой прокладки вместе с волосом и т. д. Выполняется на машинах типа 26 кл. ПМЗ, 331-2 кл. фирмы Минерва (ЧССР) и др.
Цепная однониточная строчка (см. рис. 44,в) эластична, легко распускаема. Строчка применяется в основном для временного скрепления деталей при выметывании краев бортов и лацканов, заметывании низа, наметывании подбортов на борта, при пришивании талонов и т. п. Выполняется на машинах типа 222 и 68-А кл. ПМЗ и др. Стежки однониточной цепной строчки применяются также и для постоянного скрепления деталей (пришивания пуговиц) и выполняются на машинах типа 95, 295 кл. ПМЗ и др.
Цепная однониточная потайная строчка (см. рис. 44,г) обеспечивает достаточно плотное скрепление тканей, Эластична, легко распускаема. Строчка применяется для выстегивания лацканов, прикрепления кромки к бортовой прокладке, прокладок к низу рукавов, к шлице спинки и т. п. Выполняется на машинах типа СМ-2, 761 кл. фирмы Паннония (ВНР) и др.
Цепные обметочные двух- и трех ниточные строчки (см. рис. 44,5, е) обеспечивают полное предохранение срезов ткани от осыпания, эластичны, нераспускаемы. Строчки применяются для обметывания срезов тканей средней и повышенной осыпаемости. Выполняются на машинах типа 51 кл. ПМЗ (модернизированной) и др. Двухниточные цепные строчки применяются также для обметывания петель. Выполняются на машинах типа ПМ-1, 62761-ЗР кл. фирмы Минерва (петля с глазком и закрепкой) и др.
Виды швов
Швом называется место скрепления двух и более слоев ткани.
По конструкции и назначению все швы подразделяются на соединительные, краевые и отделочные.
Соединительные швы применяют для скрепления отдельных деталей изделия. Соединительные швы подразделяют на стачные, настрочные, накладные, двойные, запошивочные, швы взамок, швы встык и шов с кантом.
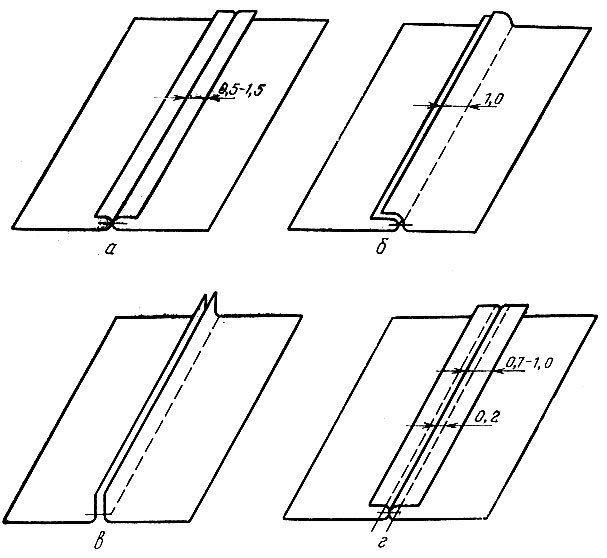
Рис. 45. Стачные швы: а - вразутюжку; б - взаутюжку; в - на ребро; г - расстрочной щов
Стачные швы (рис. 45) применяют для соединения боковых, плечевых и других срезов деталей. Перед стачиванием детали складывают лицевыми сторонами внутрь и стачивают на расстоянии от края, см:

Стачные швы обрабатывают вразутюжку (срезы шва раскладывают в разные стороны и закрепляют утюгом, см. рис. 45, а), взаутюжку (срезы загибают в одну сторону и закрепляют утюгом, см. рис. 45,б), на ребро (срезы приутюживают, не отгибая, см. рис. 45, в).
При изготовлении изделий из тканей, которые не подвергаются утюжке, срезы раскладывают и расстрачивают с лицевой стороны (см. рис. 45, г).
Настрочные швы (рис. 46) различают с открытыми срезами и с закрытым срезом.
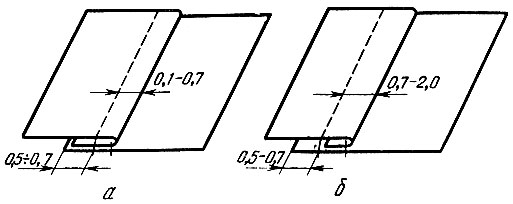
Рис. 46. Настрочные швы: а - с открытыми срезами; б - с закрытым срезом
Настрочные швы являются разновидностью стачных швов и также применяются для соединения боковых и плечевых срезов, средних срезов спинки, срезов рукавов и т. д.
При выполнении настрочного шва детали складывают лицевыми сторонами внутрь. Срезы деталей уравнивают (шов с открытыми срезами) или срез нижней ткани выпускают за срез верхней ткани на ширину шва настрачивания (шов с закрытым срезом) и стачивают.
Строчку стачивания в швах с открытыми срезами располагают от срезов на расстоянии, равном ширине шва настрачивания плюс 0,5-0,7 см, в швах с закрытым срезом - на расстоянии - 0,5-0,7 см от среза верхней ткани.
После стачивания швы слегка разутюживают, а затем заутюживают на сторону (в швах с закрытым срезом в сторону меньшего припуска на шов) и настрачивают с лицевой стороны. Ширина шва настрачивания:
- для швов с открытыми срезами 0,1-0,7 см;
- для швов с закрытым срезом 0,7-2,0 см и более (по модели).
Накладные швы (рис. 47) различают с открытыми срезами и с закрытым срезом.
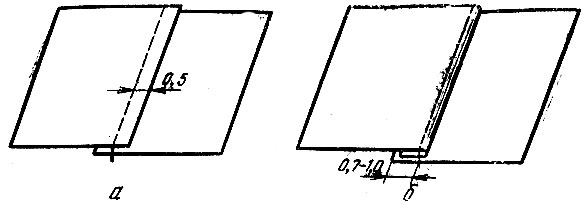
Рис. 47. Накладные швы: а - с открытыми срезами; б - с закрытым срезом
Накладные швы с открытыми срезами применяют для соединения частей прокладок. Накладные швы с закрытым срезом применяют для соединения фигурных кокеток, накладных карманов и т. п. При выполнении накладного шва с открытыми срезами детали накладывают друг на друга таким образом, чтобы их срезы заходили один за другой не менее чем на 1,0 см и настрачивают на расстоянии 0,5 см от среза верхней детали.
При выполнении накладных швов с закрытым срезом край одной детали перед соединением подгибают на 0,7-1,0 см и более, приутюживают и настрачивают на расстоянии 0,2-2,0 см (по модели) от сгиба.
Двойной шов (рис. 48) применяют для соединения мешковины карманов и боковых швов в изделиях из тонких тканей без подкладки. Детали складывают изнанкой внутрь и стачивают на расстоянии 0,3-0,5 см от срезов. Затем деталь вывертывают, расправляют шов и прокладывают вторую строчку на расстоянии 0,5-0,7 см от края.
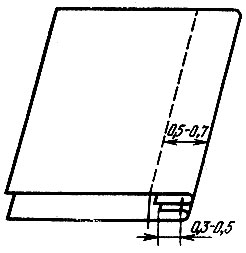
Рис. 48. Двойной шов
Запошивочные швы (рис. 49) различают широкие и узкие.
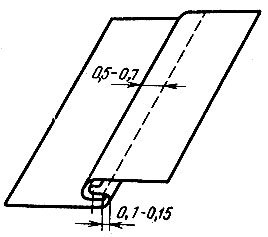
Рис. 49. Запошивочный шов
Запошивочные швы применяют при изготовлении бельевых изделий, спецодежды, при соединении частей мешковины, карманов и т. д.
При выполнении широкого запошивочного шва детали складывают лицевыми сторонами внутрь, выпуская срез нижней детали на 0,3-1,0 см и стачивают на расстоянии 0,5-0,7 см от среза верхней детали. Шов расправляют, срез нижней детали подгибают на 0,4-0,5 см и настрачивают, располагая строчку на расстоянии 0,1-0,15 см от подогнутого края.
При выполнении узкого запошивочного шва детали также складывают лицевыми сторонами внутрь, выпуская срез нижней детали на 0,6-0,7 см, подгибают его на уровне среза верхней детали и стачивают, располагая строчку на расстоянии 0,1-0,2 см от подогнутого среза, шов расправляют и настрачивают с лицевой или изнаночной стороны на расстоянии 0,1-0,15 см от сгиба.
Шов взамок (рис. 50) применяют для тех же целей, что и запошивочные. Выполняют шов взамок на двухигольных машинах с применением специальной лапки или линейки-запошивателя. Ширина шва 0,5-0,6 см.
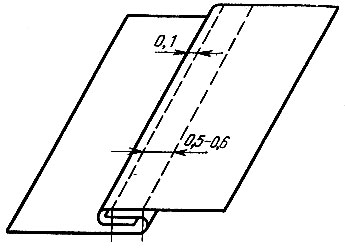
Рис. 50. Шов взамок
Шов встык (рис. 51) применяют для соединения частей бортовой прокладки, прокладки в воротник при изготовлении изделий из тонких тканей. Шов можно выполнить на машине с прямой челночной строчкой, на машине с зигзагообразной строчкой или с помощью клеевой полоски ткани шириной 2,0 см и утюга.
При ниточном способе крепления шов встык (см. рис. 51, а, б) выполняют следующим образом. Срезы двух соединяемых деталей укладывают встык. Под них подкладывают полоску коленкора или Другой тонкой ткани шириной 2-2,5 см и прокладывают две строчки на обычной или двухигольной машине на расстоянии 0,5-0,7 см от срезов деталей. Затем срезы деталей дополнительно закрепляют третьей строчкой, располагая ее зигзагообразно между первыми двумя строчками. Третья строчка может быть выполнена на машине с зигзагообразной строчкой.
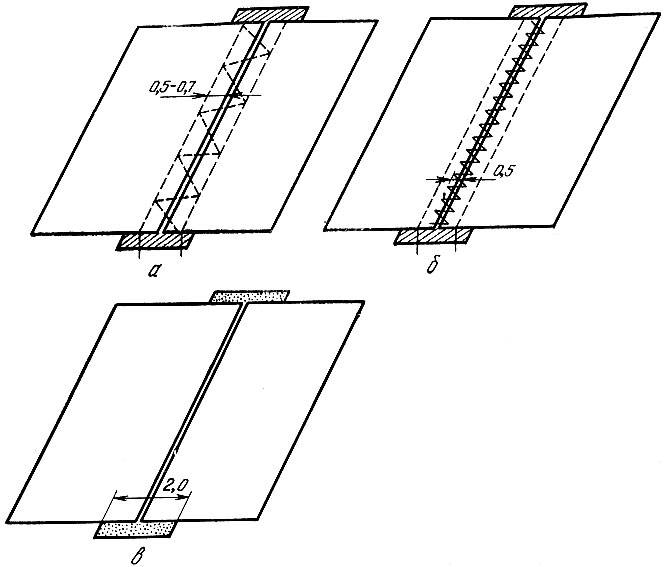
Рис. 51. Швы встык, выполненные: а - на машине с прямой строчкой; б - на машине с зигзагообразной строчкой в - клеевым способом
При клеевом способе крепления (см. рис. 51, в) детали складывают встык, подкладывают под них клеевую полоску, увлажняют и приутюживают утюгом или на прессе.
При выполнении шва встык не требуется влажно-тепловая обработка для разутюживания или заутюживания, шов не имеет заметного утолщения в месте соединения деталей, достаточно прочен, но теряет упругость по линии стыка деталей.
Шов с кантом (рис. 52) представляет собой разновидность стачного шва. Отличается от стачного шва тем, что между основными деталями втачивается отделочная цветная полоска (обычно из шерстяной ткани), которая служит отделкой (кантом). При выполнении этого шва сначала отделочную полоску ткани (кант) соединяют с одной деталью. Для этого полоску складывают вдвое
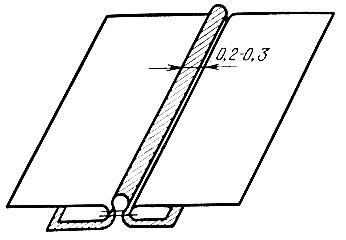
Рис. 52. Шов с кантом
изнанкой внутрь, накладывают на лицевую сторону одной из деталей, уравнивая срезы полоски и детали, и настрачивают на 0,2-0,3 см от сгиба полоски. При этом шпульку заправляют белой ниткой (верхняя нитка - в цвет канта). Затем соединяемые детали складывают лицевыми сторонами внутрь, уравнивают срезы и прокладывают строчку со стороны детали, на которую настрочен кант рядом со строчкой настрачивания канта. В зависимости от расположения основных деталей шов с кантом может относиться к группе соединительных или краевых швов, ширина шва при этом соответственно равна 1,0 см и 0 5-0,7 см.
Краевые швы применяют для обработки краев деталей.
Краевые швы подразделяют на обтачные, швы вподгибку и окантовочные.
Обтачные швы (рис. 53) различают трех видов - в кант, в рамку сложную и простую и враскол, их применяют для обтачивания бортов, клапанов, воротников и т. п.
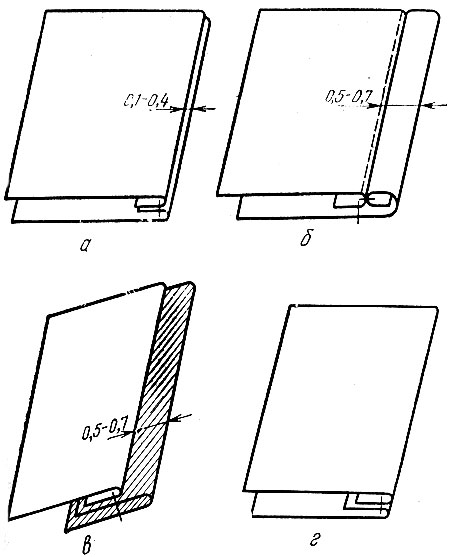
Рис. 53. Обтачные швы: а - в кант; б - в рамку сложную; в - в рамку (простую); г - враскол
При выполнении обтачного шва детали складывают лицевыми сторонами внутрь, наметывают и обтачивают или обтачивают без предварительного наметывания. При этом срез нижней детали выпускают на 0,1-0,3 см. Припуски на швы подрезают, оставляя 0,2-0,7 см и шов разутюживают. Затем детали вывертывают на лицевую сторону, шов расправляют и край детали выметывают.
При выметывании шва образуют кант шириной 0,1-0,4 см, рамку шириной 0,5 см и более или враскол, когда сгибы деталей располагают на одном уровне. Ширина обтачных швов при обтачивании клапанов, хлястиков, манжет, воротников 0,5-0,7 см, при обтачивании бортов пальто 0,3-0,7 см.
Швы вподгибку (рис. 54) различают с открытым срезом, с закрытым (подогнутым) срезом, с окантованным срезом.
Шов вподгибку с открытым срезом (см. рис. 54, а) применяют для обработки низа пальто и рукавов, внутренних краев подбортов в изделиях из неосыпающихся тканей и т. п. При выполнении этого шва срезы деталей подгибают и закрепляют строчкой на расстоянии 0,2-0,5 см от среза. Ширина подгибки - по модели.
Шов вподгибку с закрытым срезом (см. рис. 54, б) применяют для обработки низа пальто и рукавов, внутренних краев подбортов в изделиях из осыпающихся тканей без подкладки и т. п.
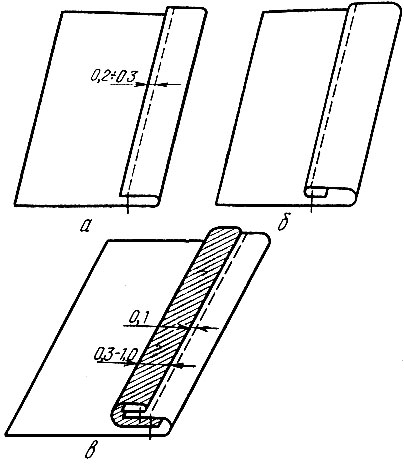
Рис. 54. Швы вподгибку: а - с открытым срезом; б - с закрытым срезом; в - с окантованным срезом
При выполнении такого шва срезы деталей сначала подгибают на 0,4-0,5 см, а затем подгибают еще на 0,5-1,5 см, закрывая подогнутый срез, и закрепляют отделочной строчкой.
Строчку прокладывают на расстоянии 0,1-0,15 см от внутреннего сгиба.
Шов вподгибку с окантованным срезом (см. рис. 54, в) применяется при обработке низа пальто в изделиях из дорогостоящих тканей и пристегивающейся утепляющей прокладкой. Срез детали сначала окантовывают, затем подгибают и закрепляют строчкой. Ширина шва (подгиба) 3-4 см.
Окантовочные швы (рис. 55) различают с открытым и с закрытым срезами окантовочной полоски и окантованные тесьмой.
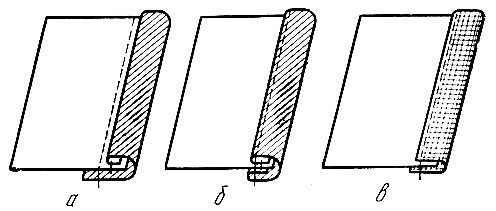
Рис. 55. Окантовочные швы: а - с открытым срезом окантовочной полоски; б - с закрытыми срезами окантовочной полоски; в - окантованный тесьмой
Окантовочный шов с открытым срезом окантовочной полоски применяют для окантовки внутренних срезов подбортов и низа пальто, а в изделиях с подкладкой до талии - для окантовки боковых срезов и срезов шлицы.
При выполнении окантовочного шва с открытым срезом полоску из шелковой ткани, выкроенную под углом 45° к нитям основы, накладывают лицевой стороной на лицевую сторону основной детали и обтачивают на расстоянии 0,3-0,4 см от среза. Затем полоской огибают срезы шва и прокладывают строчку на расстоянии 0,1-0,15 см от сгиба полоски и не менее 0,5-0,7 см от открытого ее среза.
Окантовочный шов с закрытыми срезами применяют для окантовки срезов деталей в пальто с пристегивающейся утепляющей прокладкой и в женских легких платьях.
Шов выполняют аналогично шву с открытым срезом с той лишь разницей, что срез окантовочной полоски подгибают внутрь при прокладывании второй строчки. Полоску можно притачать сложенной вдвое.
Швы, окантованные тесьмой, применяют также для окантовки внутренних срезов подбортов, низа изделий, боковых срезов, шлиц и при изготовлении легких женских платьев. Окантовку тесьмой выполняют с помощью специальной лапки-окантовывателя. Строчку прокладывают на расстоянии 0,1-0,15 см от краев тесьмы.
Отделочные швы в основном служат для отделки деталей. Некоторые отделочные швы, например складки, могут быть отделкой и в то же время соединять детали. Отделочные швы подразделяют на вытачки, складки и рельефные швы.
Вытачки (рис. 56) служат для создания выпуклости на отдельных участках деталей или для создания формы изделий, прилегающих по линии талии.
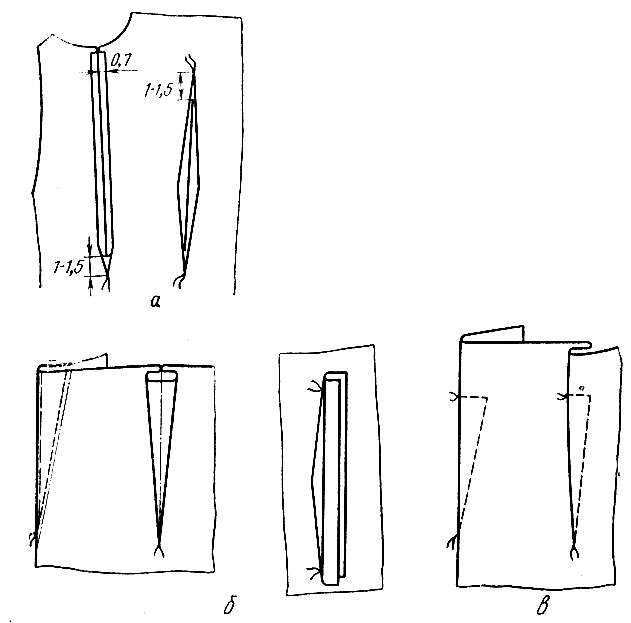
Рис. 56. Вытачки: а - разрезные; б - неразрезные; в - вытачки-складочки
Вытачки различают стачные (вытачные), застрочные и вытачки-складочки. При изготовлении мужских и детских пальто применяют стачные (разрезные и неразрезные) вытачки.
Ширина швов при стачивании разрезных вытачек 0,7 см. Строчку заканчивают на 1-1,5 см ниже конца разреза, сводя ее плавно на нет. Неразрезные вытачки стачивают по меловой линии.
Складки (рис. 57) могут быть как отделочными, так и отделочно-соединительными.
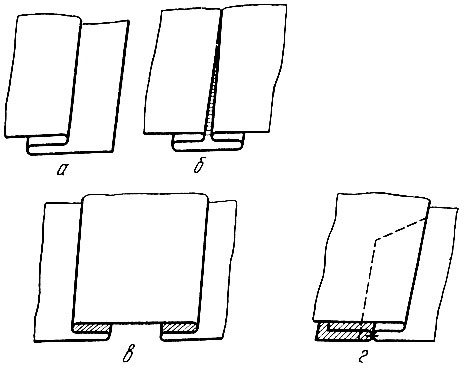
Рис. 57. Складки: а - односторонняя; б - встречная; в - байтовая; г - сложная
Различают складки односторонние, встречные, байтовые и сложные. Ширину складок устанавливают в зависимости от толщины ткани и модели. Складки сметывают и стачивают по намеленным линиям. При разутюживании встречных и байтовых складок необходимо следить за тем, чтобы середина складки располагалась над линией ее стачивания, так как припуск на складку должен быть разложен поровну на обе стороны. Если складки прострачивают отделочными строчками, то их называют настрочными.
Рельефные швы (рис. 58) применяют в качестве отделок. Рельефные швы различают вытачные, застрочные (защипы) и швы со шнуром. Такие швы применяют в основном при изготовлении женских легких платьев.
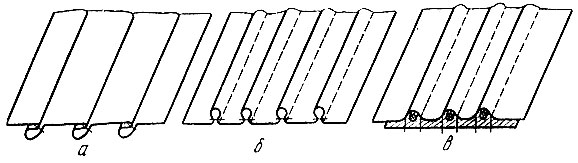
Рис. 58. Рельефные швы: а -вытачные; б - застрочные (защипы); в - швы со шнуром
Схема классификации швов приведена на рис. 59.
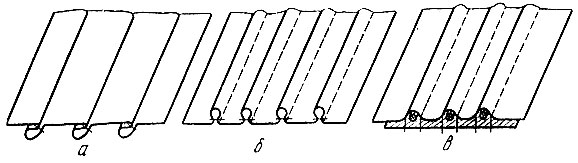
Рис. 59. Схема классификации швов
Приемы работы на машинах
Правильная организация машинного рабочего места и освоение приемов работы способствуют повышению производительности труда и улучшению качества выполнения операций. Ниже приведены отдельные рекомендации, которые необходимо учитывать при работе на машинах.
1. Стул должен быть установлен так, чтобы левая рука удобно лежала на подлокотнике стола, а ноги стояли на середине пусковой педали.
2. Корпус работающего за машиной должен быть немного наклонен вперед при незначительном изгибе позвоночника в области шеи. Положение глаз от лапки машины должно быть на расстоянии 35-40 см.
3. Работающий должен сидеть на всей площади стула, слегка опираясь на ноги. При этом правая нога опирается на передний край педали, а левая - на задний, с тем чтобы пуск машины удобно было производить правой ногой, а останов - левой.
4. При пуске машины правая рука лежит на маховом колесе машины и помогает пустить машину в ход. После пуска машины правая рука перемещается на деталь (к лапке) и помогает левой подавать деталь под лапку. При останове машины правой рукой слегка придерживают маховик и помогают остановить машину в конце строчки.
5. На углах деталей, закруглениях, при перехватах, к концу строчек скорость машины снижают, а при выходе на прямолинейные участки увеличивают до такого предела, при котором работающий может обеспечить высокое качество выполнения строчки.
6. При тренировке работы на машине важно отработать умелое сочетание движений обеих рук и ног, стремясь к наиболее полному использованию скорости машины при высоком качестве выполнения операций.
7. Перед стачиванием двух или более деталей их складывают, уравнивают срезы у начала строчки и подкладывают под лапку, затем перед пуском машины уравнивают срезы на максимально возможную длину и пускают машину в ход.
8. Детали располагают на столе так, чтобы они "находились слева от лапки машины, а припуск на шов - справа.
9. Для уменьшения посадки нижнего слоя ткани обе детали под лапкой по линии строчки слегка натягивают. Для этого левую руку выносят за лапку, а правая находится перед лапкой. При этом подачу ткани надо строго сочетать с подачей ткани рейкой (не задерживая ее руками и не продвигая быстрее). Для увеличения посадки нижней ткани в процессе стачивания слегка натягивают только верхний слой ткани.
10. При выполнении фигурных строчек в местах поворота машину останавливают и при нижнем положении иглы поднимают лапку, повертывают деталь на нужный угол, опускают лапку и продолжают строчку в нужном направлении.
11. Концы строчек в начале и конце шва закрепляют при небольшой скорости машины путем нажатия правой рукой на рычаг обратного хода без подъема лапки. При этом левой рукой удерживают деталь так, чтобы вторая и третья строчки на длине 0,7-1,0 см не уходили от линии первой строчки (строчка в строчку).
12. При заправке нитки в иглу, смене шпульки, смене иглы, чистке и смазке машины и т. п. выключают электромотор и полностью останавливают его, легко нажимая на педаль и одновременно придерживая маховое колесо правой рукой.
13. Перед началом работы на машине проверяют правильность заправки верхней нитки, наличие нитки на шпульке и натяжение верхней и нижней ниток. Если необходимо, машину смазывают в установленных местах и проверяют строчку на обрезках соответствующих тканей, давая возможность стечь излишней смазке.
14. Перед работой раскладывают на рабочем месте инструмент (ножницы, мел, лекала и т. п.) так, чтобы им удобно было пользоваться. В процессе работы инструмент берут и кладут на свое прежнее место.
15. По окончании работы рабочее место убирают. Выключают электромотор, опускают лапку на подложенный под нее кусочек ткани, убирают детали и инструмент и т. д.
16. Применение различных средств малой механизации при работе на машинах способствует повышению производительности труда и улучшению качества выполнения операций.
Терминология машинных операций
Так как многие машинные операции заменили ручные, то и название их осталось таким же, как и ручных операций (например, "Пришивание пуговиц" на машине, "Обметывание петель" и др.). Наряду с этим большая часть машинных операций имеет свою специфическую терминологию (табл. 6).
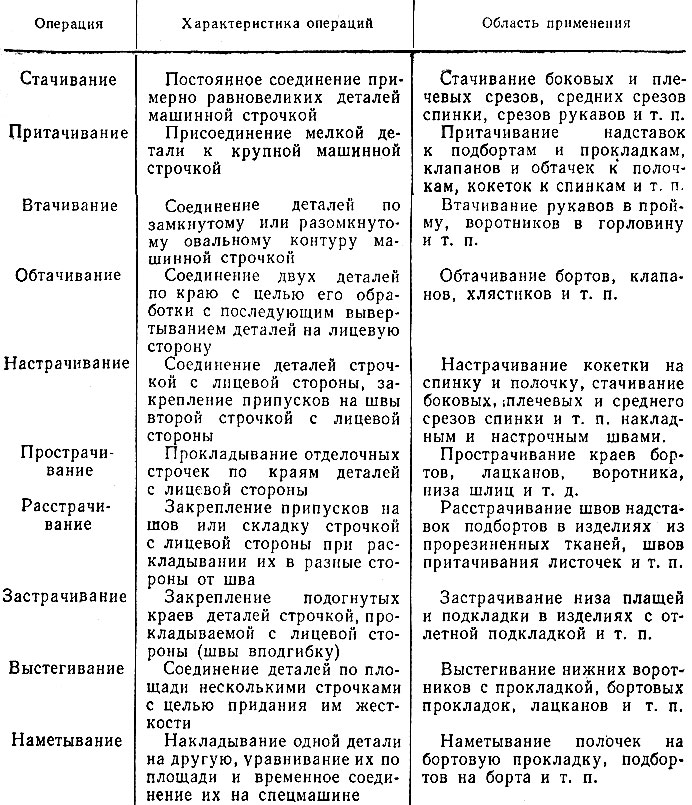
Таблица 6. Терминология машинных операций
Технические условия на выполнение машинных работ
При выполнении машинных работ необходимо соблюдать следующие технические условия.
1. Цвет ниток всех внутренних строчек должен соответствовать цвету ткани.
2. Цвет ниток наружных (отделочных) строчек должен соответствовать цвету ткани или быть другого цвета, если это предусмотрено моделью.
3. Номера ниток и машинных игл, а также частоту стежков для машинных работ устанавливают в зависимости от группы ткани согласно РТУ РСФСР 644-58.
4. Все наружные строчки, выполняемые со стороны ткани верха и подкладки (отделочные, петли, закрепки и т. п.) при изготовлении изделий из шерстяных и шелковых тканей, выполняют шелковыми нитками. В изделиях из грубосуконных тканей, светлых камвольных, чистошерстяных тонкосуконных тканей до 23-й группы и полушерстяных тонкосуконных тканей до 125-й группы наружные строчки допускается выполнять хлопчатобумажными нитками.
5. Срезы деталей обметывают хлопчатобумажными нитками.
6. Концы внутренних строчек (стачивания боковых, плечевых срезов, деталей рукавов и т. п.), выполняемых на стачивающих машинах, закрепляют двойной обратной строчкой длиной 0,7-1,0 см.
7. Концы внутренних строчек, выполняемых на специальных швейных машинах, не имеющих обратного хода, закрепляют одной дополнительной строчкой длиной 1,5-2,0 см.
8. Концы непрерывных строчек, выполняемых по замкнутым контурам (втачивание рукавов верха и подкладки в пройму, притачивание подкладки к низу рукавов и т. п.), должны заходить один за другой по одной линии не менее чем на 1,5-2 см.
9. Отделочные строчки, заканчивающиеся на лицевой стороне изделия, закрепляют одной обратной строчкой длиной 0,5-1,0 см. В изделиях из дорогостоящих тканей (камвольных, чистошерстяных и тонкосуконных) концы ниток отделочных строчек продергивают на изнанку и завязывают двойным узлом или закрепляют концы строчек тремя-четырьмя ручными стежками.
10. Ширина различных швов должна соответствовать ширине, указанной в гл. II (стр. 41, 42).
11. Все швы и отделочные строчки, рекомендуется выполнять с помощью направляющих линеек или лапок с направляющими линейками. Фигурные строчки выполняют по линиям, намеченным по лекалам.
12. Если срезы одной из стачиваемых деталей расположены по долевому направлению нитей, а срезы другой детали по косому направлению нитей, то строчку прокладывают со стороны детали, срезы которой имеют долевое направление нитей.
13. При стачивании тонких тканей с толстыми (ткань верха с тканью подкладки) строчку прокладывают со стороны тонкой ткани.
14. При стачивании деталей с посадкой одной из них строчку прокладывают со стороны детали, которую не требуется посаживать (за исключением спецмашин).
15. Детали из тканей, содержащих синтетические волокна типа лавсан, нитрон и другие, рекомендуется стачивать на машинах беспосадочного шва, обеспечивающих растяжение ткани в момент стачивания.
При стачивании деталей из таких тканей на обычных стачивающих машинах типа 22-А кл. и 97 кл. рекомендуется выполнять следующие требования:
- более тщательно отрегулировать натяжение ниток, ослабляя его до минимума;
- снизить скорость машины до 2000-2500 об/мин;
- при стачивании деталей применять более тонкие нитки: хлопчатобумажные № 40, 50, 60; шелковые № 33, 65, 75 и капроновые № 33, 65, 75;
- установить двигатель ткани с более мелкими зубьями, чем обычный;
- увеличить частоту стежков на 1 см строчки до 20% по сравнению с установленной нормой.
Правила по технике безопасности для работающих на машинах
Работа на швейных машинах требует от работающего внимания и строгого выполнения правил техники безопасности.
1. Перед работой на машине необходимо убрать рабочее место и проверить наличие ограждений приводного ремня, предохранителей от прокола пальцев иглой, предохранительных щитков от обломков игл и пуговиц (на пуговичных машинах), наличие изоляционных кожухов в местах пуска и т. д.
2. Во время работы необходимо поддерживать в порядке рабочее место. Нельзя класть ножницы и нитки около приводного ремня. По окончании работы все инструменты необходимо убрать в ящик, пустые катушки и бобины надо собирать в пакеты.
3. При работе на машинах запрещается: снимать предохранительные щитки у пуговичных машин или оставлять их отведенными в сторону при включении машины, надевать ремень при включенном электромоторе; чистить и смазывать машину на ходу, класть или вешать какие-либо инструменты на головку машины; менять электрические лампочки на рабочем месте, отвлекаться при включенном электромоторе; оставлять включенным электромотор во время перерывов и в конце смены.
4. При всех замеченных неполадках в работе машин необходимо прекратить работу и вызвать механика.
5. В случае получения травмы при работе на любом оборудовании необходимо сообщить администрации и немедленно обратиться в здравпункт.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://fashionlib.ru/ 'История моды'