|
|
§ 3. Влажно-тепловая обработка
Процессы влажно-тепловой обработки
Влажно-тепловая обработка занимает значительное место в процессе изготовления верхней одежды.
Качество и внешний вид изделий во многом зависят от качества выполнения влажно-тепловой обработки, с помощью которой изделию придают нужную объемную форму, разутюживают или заутюживают швы, вытачки, складки, утоняют края бортов, воротников, низа, устраняют местные замины на ткани и т. д.
Сущность влажно-тепловой обработки заключается в том, что под действием тепла и влаги волокна ткани размягчаются, благодаря чему нити ткани можно удлинять (оттягивать) или, наоборот, сокращать (сутюживать), утонять ткани и придавать им нужную объемную форму.
Эту объемную форму закрепляют при помощи тепла и давления, полностью удаляя влагу из ткани. Если влага будет удалена не полностью, то ткань может частично вернуться в первоначальное положение (релаксировать) и объемная форма изделия будет неустойчивой.
Процессы влажно-тепловой обработки разделяют на утюжку (глажение), прессование и отпаривание. Утюжка включает разутюживание, заутюживание, приутюживание, сутюживание и оттягивание.
Оборудование для влажно-тепловой обработки
Основным оборудованием влажно-тепловых работ являются утюги, прессы с различными подушками, отпариватели и паровоздушные манекены.
Утюги (рис. 60) применяют для выполнения различных операций влажно-тепловой обработки как в процессе изготовления, так и при окончательной отделке изделия. Утюги подразделяют на легкие, средние и тяжелые массой от 1 до 10 кг. При изготовлении мужских и детских пальто наибольшее применение получили утюги массой от 4 до 8 кг. В зависимости от характера нагрева утюги различают паровые, электрические и пароэлектрические. Наибольшее применение получили электрические утюги со спиральными или трубчатыми электронагревательными элементами и пароэлектрические.
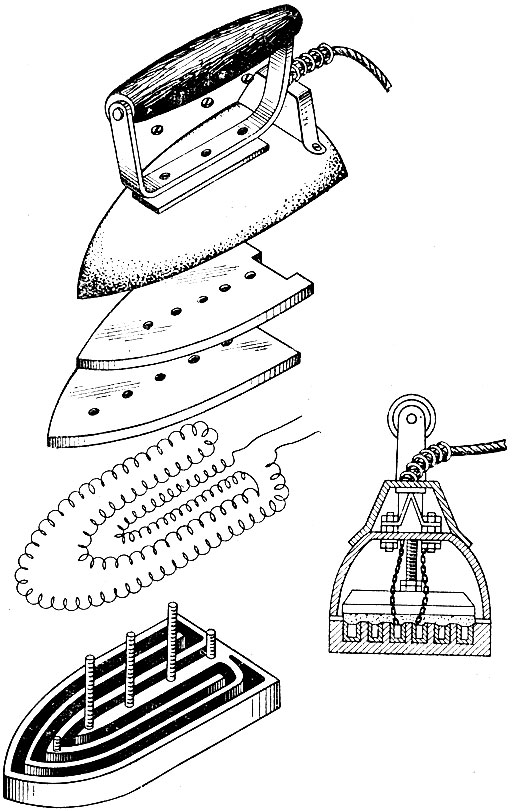
Рис. 60. Утюг со спиральным элементом
Для регулирования температуры нагрева в корпус утюга вставляют терморегулятор, который поддерживает постоянную температуру нагрева.
В табл. 7 приведена техническая характеристика утюгов, применяемых при изготовлении мужских и детских пальто.
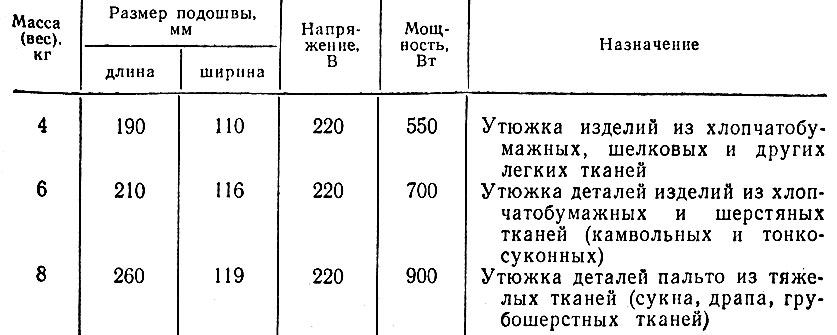
Таблица 7. Техническая характеристика утюгов марки УЭП Куйбышевского механического завода
Прессы (рис. 61) применяют для различных трудоемких операций влажно-тепловой обработки.
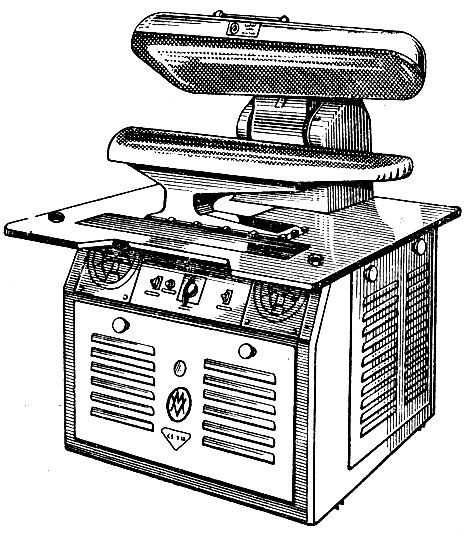
Рис. 61. Пресс CS-313
Применение прессов позволяет значительно-увеличить производительность труда па операции, повысить качество обработки и облегчить труд исполнителя.
Различают прессы с электромеханическим, пневматическим и гидравлическим приводами.
В зависимости от усилий прессования прессы подразделяют на: легкие (ПЛП-1, ПЛП-2) с усилием прессования до 1000 кгс, средние (ГП-2, ГПГ-1, ПСП-1, ПСП-2) с усилием прессования 2000-2500 кгс и тяжелые (ТПП, ТПП-2) с усилием прессования 4000-5000 кгс и выше и др.
Кроме указанных универсальных прессов широко используются специальные прессы для сутюживания посадки рукавов - типа СПРЧ-4, для приутюживания плечевых участков и окатов рукавов - типа ПОР-3 и др.
Обогрев подушек прессов производится с помощью перегретого пара и электронагревательных элементов: спиральных, трубчатых (ТЭНов) и полупроводников.
В последнее время для внутрипроцессной и окончательной влажно-тепловой обработки мужских и детских пальто широко используются прессы-полуавтоматы фирмы Паннония (Венгрия) с электромеханическим приводом с усилием прессования до 2000 кгс.
Нагрев верхней подушки - комбинированный (паром и электрообогрев) . Нагрев нижней подушки - паром.
Пар из верхней подушки используется для пропаривания деталей перед прессованием и для снятия лас.
Более долговечными и экономичными являются подушки с ТЭНами и полупроводниками. При нагреве подушек паром обогреваются верхняя и нижняя подушки, а при нагреве подушек электронагревательными элементами обогревается обычно только верхняя подушка пресса. Нижние подушки прессов оборудуются пружинными матами, водяными камерами с резиновым покрытием, игольчатыми поверхностями и т. п., с тем чтобы давление прессования распределялось более равномерно на прессуемые детали. Кроме того, нижние подушки покрывают сукном. В зависимости от выполняемых операций на прессы устанавливают подушки различные по форме и размерам. Основные характеристики подушек прессов, применяемых при изготовлении пальто, приведены в табл. 8.

Таблица 8. Характеристика подушек гладильных прессов
Эффективные режимы влажно-тепловой обработки тканей (температура, влажность, давление и время прессования) устанавливаются на основе специальных исследований, с тем чтобы они обеспечивали придание и закрепление формы, приданной деталям.
Температуру нагрева подушек с электрообогревом регулируют с помощью терморегуляторов различной конструкции, например терморегулятор типа ТР-200.
Давление между подушками пресса регулируют путем изменения степени сжатия пружин.
Время прессования регулируется с помощью реле времени электронных (типа ЭРВТ-2) или моторных (типа Е-52).
Отпариватели (рис. 62) применяют для снятия лас и для придания продукции товарного вида. Изделия отпаривают перегретым паром. Различают отпариватели стационарные, в которых пар подается из котельной установки, и переносные, в которых пар образуется в специальном бачке. Рабочим органом отпаривателей является резиновая или металлическая щетка с отверстиями или сопло, укрепленное на гибком шланге. Отпаривание производят путем перемещения щетки с паром по изделию. Если вместо щетки укреплено сопло, то пар следует направлять под углом 15-20° к поверхности изделия. При работе на отпаривателях надо следить за тем, чтобы пар, выходящий из приборов, был достаточно перегретым и не имел конденсата в виде капелек воды, так как чрезмерное увлажнение ухудшает качество утюжки и внешний вид изделия.
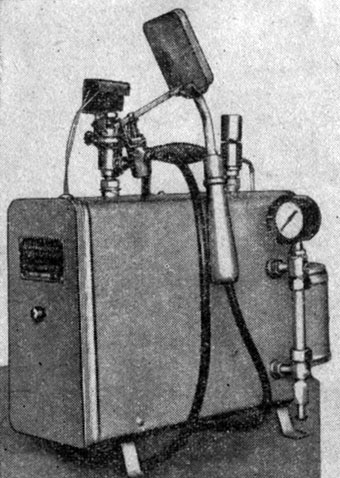
Рис. 62. Отпариватель ОАГ
Паровоздушные манекены (рис. 63) применяют для окончательной утюжки различных изделий. Края бортов, лацканов, воротника и низа при этом предварительно утюжат на прессах. При работе на паровоздушных манекенах изделие надевают на манекен, расправляют, зажимают края бортов специальными зажимами и включают вентилятор, который нагнетает воздух внутрь паровоздушного манекена. Под действием воздуха изделие расправляется. Затем пропускают перегретый пар, который распаривает изделие, и горячий воздух с температурой 80° С, просушивающий изделие в расправленном состоянии. Производительность паровоздушного манекена типа ПВМ-5 до 250 изделий в смену.
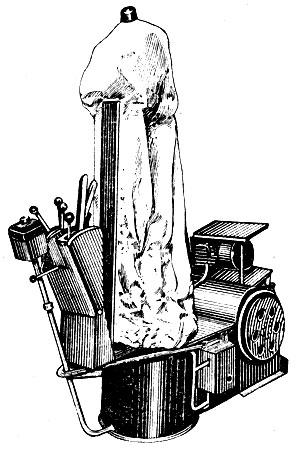
Рис. 63. Паровоздушный манекен
Основные приемы работы на прессе
Перед работой на прессе нужно за 10-25 мин до начала работы включить нагрев подушек, проверить подачу воды в пульверизаторы и включить пневмосистему (в прессах с приводами пневматического действия). Затем следует установить требуемые температуру, давление и время выдержки согласно режимам обработки, установленным для тканей, подлежащих прессованию. После регулировки пресса необходимо проверить его работу и качество прессования. Для этого на нижнюю подушку пресса кладут кусочек той ткани, которую необходимо обрабатывать на прессе. Один конец ткани сгибают в два или три слоя, закрывают проутюжильником, увлажняют и опускают верхнюю подушку пресса, нажимая на пусковые кнопки. После окончания прессования кусочка ткани определяется правильность регулировки пресса.
Работу на прессах выполняют в следующей последовательности:
- укладывают деталь на нижнюю подушку пресса;
- кладут на деталь проутюжильник;
- увлажняют проутюжильник;
- закрывают пресс, нажимая на две кнопки;
- открывают пресс;
- снимают деталь.
В случае неправильной укладки детали необходимо немедленно открыть пресс, нажимая на аварийную кнопку или педаль. После открытия пресса деталь расправляют и снова включают пресс. Пользоваться аварийной кнопкой или педалью следует только в исключительных случаях, так как после первого закрытия пресса автоматически включается реле времени, которое обеспечивает ту выдержку прессования, которая установлена на шкале.
Организация рабочего места для влажно-тепловых работ
Для выполнения утюжильных работ устанавливают стол таких размеров, чтобы изделие или обрабатываемая деталь полностью на нем размещались (рис. 64). Стол обтягивают сукном и парусиной. С правой стороны стола устанавливают металлическую подставку для утюга.
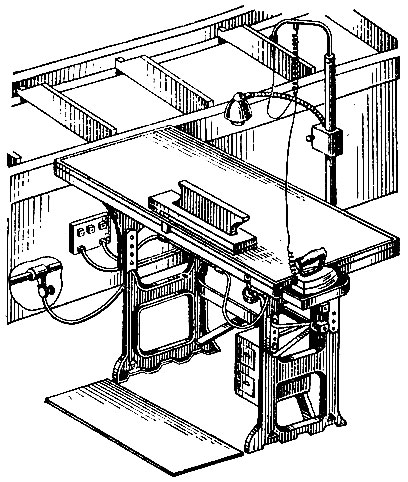
Рис. 64. Рабочее место для утюжильных работ
Утюжильные и прессовые рабочие места оснащаются различными приспособлениями, которые способствуют улучшению качества обработки и повышению производительности труда на операции.
При работе с утюгами применяют различные колодки (рис. 65).
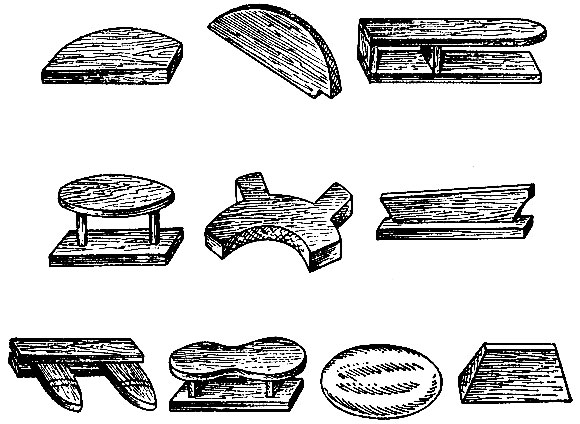
Рис. 65. Колодки для утюжильных работ
На каждом утюжильном столе или прессе устанавливают пульверизаторы (рис. 66), в которые вода подается от водопроводной сети или от специального бачка с насосом.
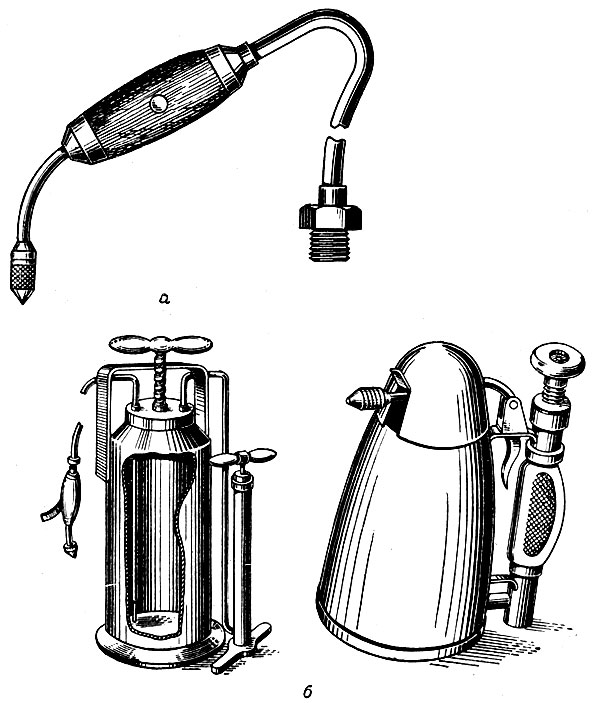
Рис. 66. Пульверизаторы: а - работающий от водопроводной сети; б - со специальными бачками
Утюжку изделий производят через проутюжильник.
Если рабочий одновременно обслуживает два пресса, то такие, рабочие места оснащаются местной вентиляцией.
Операции влажно-тепловой обработки обычно выполняются стоя.
Терминология операций влажно-тепловой обработки изделий
Терминология операций влажно-тепловой обработки одинакова для одних и тех же операций независимо от того, на каком оборудовании они выполняются. Терминология дана в табл. 9.
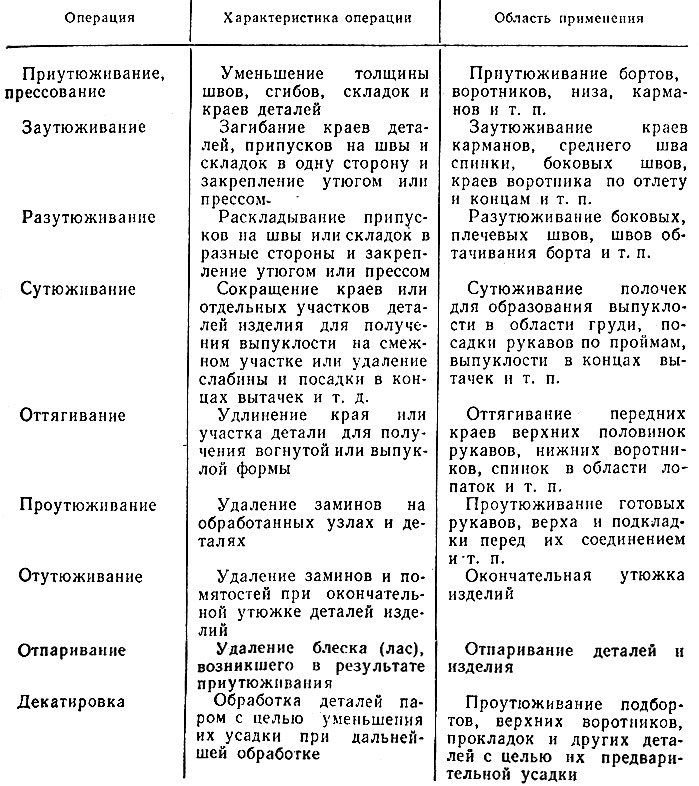
Таблица 9. Терминология операций влажно-тепловой обработки
Технические условия на выполнение влажно-тепловых работ
Влажно-тепловые работы требуют тщательного соблюдения технических условий, так как в процессе влажно-тепловой обработки изделий могут образоваться неустранимые дефекты: поджоги, подпалы, расплавление волокон, ласы, неисправимые замины, искривление краев, неравномерная усадка участков ткани в деталях, морщины и т. д.
Особая тщательность соблюдения технических условий требуется при обработке изделий из тканей с различным содержанием синтетических волокон.
Увлажнение рассматриваемых тканей должно быть минимальным, чрезмерное увлажнение вызывает изменение в окраске тканей (появление светлых или темных пятен, пожелтение и т. п.).
При выполнении операций влажно-тепловой обработки изделий необходимо соблюдать следующие технические условия.
1. Влажно-тепловую обработку деталей или готовых изделий выполняют с предварительным их увлажнением до полного удаления влаги, нанесенной на ткань.
2. При выполнении влажно-тепловой обработки выправляют неровности краев, образуют нужную форму деталей, устраняют замины, ненужные выпуклости, растяжения и ласы.
3. Влажно-тепловую обработку деталей и изделий с изнанки выполняют без проутюжильника, с лицевой стороны - через проутюжильник из льняной ткани (для тканей с волокном лавсан через проутюжильник из байки, фланели). Применение проутюжильников из других тканей не рекомендуется.
4. Борта приутюживают со стороны подбортов, лацканы - со стороны полочек, воротник - со стороны нижнего воротника, низ изделия - со стороны изнанки изделия. Карманы в процессе обработки приутюживают с изнанки и с лицевой стороны (через проутюжильник), а при окончательной утюжке - только с лицевой стороны.
5. Влажно-тепловую обработку деталей и изделий на прессах выполняют с лицевой стороны или с изнанки (приутюживание бортов, низа) через проутюжильник.
6. При утюжке изделий из светлых тканей столы для утюжильных работ покрывают белой льняной или хлопчатобумажной тканью.
7. После окончательной утюжки готовые изделия должны быть просушены и охлаждены (надетыми на манекен или в подвешенном виде) до полного закрепления приданной им формы. Продолжительность просушки пальто из шерстяной ткани 50-75 мин, из хлопчатобумажной ткани 30-40 мин, костюма из шерстяной ткани 30-40 мин, из хлопчатобумажной ткани 20-25 мин.
8. При обработке стачных швов взаутюжку в изделиях из толстых и средних тканей припуски на швы сначала слегка увлажняют и разутюживают, а затем заутюживают на сторону при нормальном увлажнении.
9. Обработку изделий из тканей с синтетическими волокнами следует производить только на оборудовании, имеющем регулировку температуры гладильных поверхностей, давления, времени выдержки и увлажнения.
10. Влажно-тепловая обработка деталей и изделий должна производиться при установленных для данных тканей режимах обработки (табл. 10).
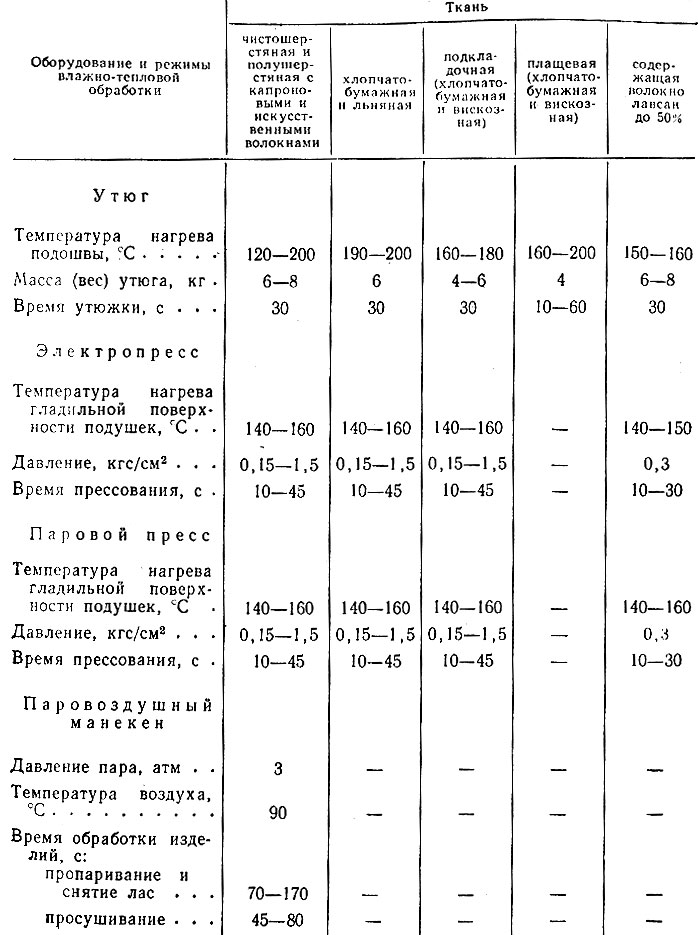
Таблица 10. Режимы влажно-тепловой обработки тканей (по данным ЦНИИШП)
(Примечание. Пропуски в графах означают, что данные ткани на этом оборудовании не обрабатываются.)
Правила по технике безопасности для работающих на прессах и аппаратах
Безопасность работы на прессах и аппаратах во многом зависит от организации и поддержания в порядке рабочего места. Работа на прессах требует внимания и строгого выполнения инструкции по технике безопасности.
1. Перед началом работы необходимо проверить наличие ограждений, исправность электропроводки и наличие заземления. Без заземления работа на прессах и аппаратах не разрешается.
2. Пресс необходимо включать в рабочее положение за 20-30 минут до начала смены, при этом подушки пресса должны быть открыты.
3. После окончания работы пресса и аппараты необходимо выключать из электросети рубильником.
4. Закрытие подушек пресса должно осуществляться путем нажатия только на две кнопки. Если пресс закрывается нажатием на одну кнопку, то следует прекратить работу и сообщить о неисправности.
5. При работе отпаривателей типа ОАГ-2 необходимо следить за наличием воды в аппарате и давлением по шкале манометра.
6. Доливать воду в аппарат следует после того, как открыт предохранительный клапан и спущен пар. При работе на аппарате щетку (или сопло) необходимо держать так, чтобы струя выходящего пара была направлена в сторону от работающего.
7. При работе на прессах запрещается: касаться верхней подушки во избежание ожогов, смачивать верхнюю подушку струей воды из пульверизатора, во избежание ожога паром; приближаться к подушкам пресса при их закрытии и открытии; работать с открытым кожухом электрощитка и снятыми ограждениями; расправлять складки на полуфабрикате во время закрытия подушки пресса; оставлять пресс включенным без необходимости; закрывать подушки пресса при их разогреве; отвлекаться, разговаривать, выполнять посторонние дела, допускать в рабочую зону посторонних, работать на прессах без инструкции.
8. При всех замеченных неисправностях в работе прессов и аппаратов необходимо немедленно прекратить работу и сообщить администрации или механику.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://fashionlib.ru/ 'История моды'