|
|
§ 4. Клеевой метод соединения деталей
Широкое применение в швейной промышленности находит метод соединения деталей при помощи термопластических клеев, который позволяет механизировать некоторые трудоемкие технологические операции и сократить время на обработку изделия.
Для соединения деталей одежды применяют следующие клеи: ПВБ (поливинилбутираль) в виде пленки толщиной 0,13-0,25 мм; ПА-548 и ПА-54 (полиамидные) в виде порошков и клеевых ниток различной толщины; ПВХ (поливинилхлорид) в виде пленки толщиной 0,2-0,25 мм и ПВД (полиэтилен высокого давления) в виде порошка, клеевых ниток и пленки толщиной 0,16-0,2 мм; клей БФ-6 применяют в виде пасты и пленки.
Все эти клеи относятся к термопластичным материалам, так как при нагревании они плавятся и переходят в жидковязкое состояние, а при последующем охлаждении затвердевают.
Исходя из условий носки изделий, к клеям предъявляются следующие требования:
1) достаточная прочность сцепления клея с тканями (высокая адгезия) и достаточная прочность самого клея;
2) невысокая жесткость клеевых соединений (примерно равная жесткости ниточных соединений);
3) устойчивость к низким и повышенным температурам (порядка минус 50-55 и плюс 40-45°С);
4) устойчивость к светопогоде, воде и химикатам, применяемым при чистке одежды, к старению;
5) невысокая их стоимость, недифицитность и возможность эффективного их применения в условиях массового производства с использованием простых и доступных средств.
Особенностью клеевых соединений является то, что на более плотных материалах они дают большую прочность, а на более рыхлых - меньшую.
Одним из недостатков клеев является высокая температура их плавления (150-180° С) и длительное время прессования (около 60 с) при давлении 0,5 кгс/см2.
Клеевой метод соединения деталей одежды имеет ряд преимуществ перед ниточным способом крепления. Так, например, при обработке клапана ниточным способом требуется выполнить последовательно следующие операции: обтачать, обрезать излишки ткани в углах, вывернуть клапан, выметать и приутюжить. При обработке клапана на аппарате типа марки ОКП необходимо выполнить только три операции вместо пяти: загнуть края клапана и подкладки (одновременно на двух шаблонах), нанести клеевой порошок по линии шва с помощью бункера и соединить клапан с подкладкой. Здесь операция склеивания заменяет операции обтачивания и приутюживания, а операции вывертывания, выметывания и обрезки уголков исключаются.
Клеевой метод применяют для обработки и сборки бортов, воротника, низа рукавов, шлицы, клапанов, листочек карманов и т.д.
Виды клеевых материалов
Клей, применяемый для соединения деталей, выпускают в виде пасты, порошка, пленки и нитки. Он может быть нанесен с одной стороны на кромочную, бортовую ткань или волосяную прокладку.
Кромочную ткань с односторонним сплошным покрытием клея или покрытием клеевым порошком применяют для прокладывания но бортам, краям волосяных накладок, в качестве прокладок в листочки и под петли, накладок в концы вытачек, долевиков под карманы и т. д. Для прокладок под петли применяют ткань, окрашенную в цвет ткани верха.
Ширина клеевой кромки для прокладывания по бортам и лацкану 1-1,2 см, для прокладывания по краям волосяных накладок 1,5-2 см.
Бортовую ткань с односторонним покрытием клеем в виде полосок или порошка применяют для прокладок в лацканы, нижние воротники, в качестве плечевых накладок на бортовую прокладку и т. д.
Волосяную прокладку с односторонним покрытием клеем в виде полосок или порошка применяют в качестве накладок на бортовую прокладку.
Пленки термопластических клеев применяют в зависимости от характера и назначения швов. Для швов, не подвергающихся значительной нагрузке в процессе носки и стирки, применяют пленки из клеев марок ПВБ и БФ-6 (например, при сборке частей бортовых прокладок, сборке воротников и вместо вспушки бортов, лацканов и низа).
Для швов, подвергающихся значительной нагрузке при носке изделий, применяют пленку из полиамидного клея марки ПА-54 и ПА-548.
Для изделий, подвергающихся стирке, применяют пленку из полихлорвинилового клея марки ПХВ и ПВД.
При изготовлении пальто применяют пленки шириной 4-6 мм и толщиной 0,27-0,5 мм.
Клеевые порошки применяют для соединения деталей изделий при обработке и сборке клапанов и листочек карманов, воротника и других деталей, а также вместо строчек временного назначения. Клеевой порошок в отличие от других клеевых материалов образует мягкие эластичные швы.
Наносят порошок на детали с помощью бункера с дозирующим устройством точно по форме шва.
В последнее время при изготовлении детских пальто находят применение в качестве заменителей бортовых прокладок ворсованные хлопчатобумажные ткани с односторонним покрытием клеем в виде порошка.
Кроме того, все шире внедряются такие клеевые нетканые материалы, как флизелин, неткарм (армированный флизелин), прокламилин и др. с односторонним и двусторонним клеевым покрытием в виде порошка.
Эти материалы используются в качестве заменителей бортовых прокладок, волосяных накладок, прокладок в воротники, низ рукавов, шлицы и др.
Оборудование для обработки и сборки деталей клеевым методом крепления
Для соединения деталей при помощи клея применяют оборудование для предварительного нанесения клеевых материалов и для окончательного соединения деталей.
Клеевые пленки прокладывают на ткань на машинах марки МПП-1, ППТ-2 или при помощи ручного приспособления.
Машина марки МПП-1 предназначена для прикрепления пленки при помощи спирта. Рулон пленки устанавливают на кронштейн машины. При работе машины пленка проходит через направители и огибает полый стержень, в который вставлен фитиль, смоченный спиртом. Спирт растворяет пленку, и она приклеивается к детали.
Машина марки ППТ-2 предназначена для прикрепления пленки термоконтактным способом при помощи стержня, нагретого до температуры 200-220° С.
Клеевую кромку и бортовую ткань с клеевым покрытием предварительно прикрепляют на ткань утюгом (временно). Клеевой порошок наносят на ткань вручную специальным приспособлением или из бункера, выполненного по форме шва. Окончательно соединяют детали на прессах, аппаратах или полуавтоматах.
Аппараты и полуавтоматы позволяют сократить время обработки изделий. Кроме того, их применение обеспечивает стабильность формы и размеров деталей.
Основные приемы работы на аппаратах и полуавтоматах для сборки деталей швейных изделий клеевым методом крепления
Все аппараты для Обработки и сборки деталей устанавливают на прессах различного типа. Поэтому подготовку аппаратов к работе и проверку качества выполнения операций производят также, как и на обычных прессах.
Работу на аппаратах выполняют в следующей последовательности:
- укладывают детали на нижнюю подушку по шаблонам, упорным бортикам, рискам и т.
- опускают внутренние шаблоны и убирают ограничительные упоры;
- загибают края деталей с помощью внешних шаблонов;
- поднимают внутренние шаблоны;
- опускают верхнюю подушку пресса, нажимая на кнопки;
- подушка автоматически открывается;
- отводят внешние шаблоны в исходное положение;
- снимают деталь с аппарата и проверяют качество ее обработки.
На аппаратах полуавтоматического действия перемещение шаблонов и опускание подушки пресса производятся автоматически.
При работе на аппаратах типа марки OЛK, ОКП и т. д., когда склеивание деталей производится клеевым порошком, к перечисленным приемам добавляются нанесение порошка на обрабатываемую деталь с помощью специального устройства и включение пресса для соединения деталей.
Оптимальные параметры для образования клеевых швов
Основными параметрами для образования клеевых швов являются: время прессования, температура гладильных поверхностей, удельное давление в кгс/см2, толщина клеевого слоя (пленки или порошка) и влага.
Наиболее важными из них являются время прессования и температура гладильных поверхностей.
Время прессования должно быть таким, чтобы клей расплавился и соединил склеиваемые ткани. При недостаточном времени прессования пленка клея не успевает расплавиться и образуются швы низкой прочности. При очень большом времени прессования пленка расплавляется до текучего состояния и глубоко проникает в слои ткани, образуя швы повышенной жесткости.
Производительность труда при этом снижается.
Температура прессования также имеет важное значение для образования клеевых швов, так как клеевая пленка расплавляется только при температуре нагрева свыше 140° С. Прессование при температуре свыше 200° С при необходимом для склеивания времени выдержки снижает прочность ткани; возможно образование подпалов.
Давление при прессовании должно быть задано в определенных пределах. При недостаточном давлении ткани слабо прижимаются друг к другу и клеевой слой захватывает меньшее количество волокон ткани, отчего швы получаются непрочными. При очень большом давлении на деталях изделия (особенно в утолщенных местах) образуются ласы, которые трудно удалить при отпаривании.
Толщина клея должна быть такой, чтобы образовались прочные и эластичные швы. Клей, нанесенный очень тонким слоем, недостаточно глубоко проникает в ткань и склеивает только волокна, расположенные на поверхности ткани, образуя швы низкой прочности. Клей, нанесенный очень толстым слоем, проникает глубоко в ткань и образует швы повышенной жесткости, а в отдельных местах может образовывать пятна на лицевой стороне изделия. При этом увеличивается расход дорогостоящего клея и удорожается стоимость обработки.
Влага способствует уменьшению времени прессования. Недостаточное или чрезмерное увлажнение замедляет процесс склеивания, так как чрезмерное увлажнение требует более длительного времени прессования для полного удаления влаги, нанесенной на ткань, а при недостаточном увлажнении увеличивается время прогрева толщины слоя склеиваемых тканей.
Таким образом, при склеивании деталей одежды должны строго соблюдаться все установленные режимы обработки. Эти режимы обработки получили название "Оптимальные параметры", т. е. наиболее целесообразные.
Оптимальные параметры для образования клеевых швов при склеивании различных тканей приведены в табл. 11 (по данным ЦНИИШП).
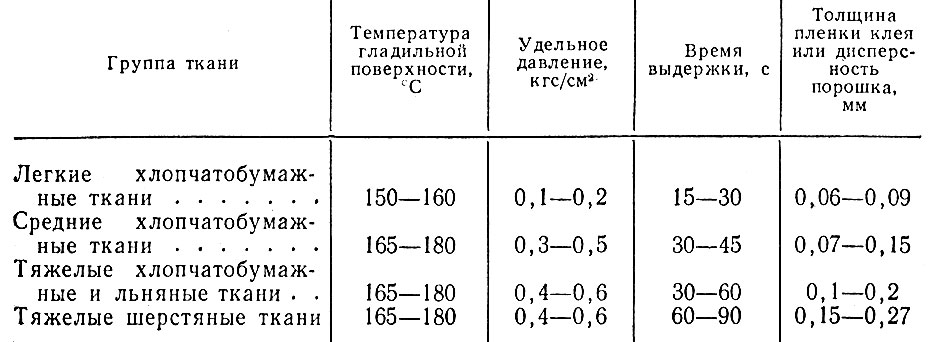
Таблица 11. Оптимальные параметры для образования клеевых швов
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://fashionlib.ru/ 'История моды'