|
|
§ 5. Настилание и раскрой ткани
Настилание ткани
Процесс настилания ткани состоит из следующих операций: разметки стола, настилания ткани, проверки обмелки и подмелки верхнего полотна настила, клеймения настила, подсчета и проверки количества полотен в настиле и оформления документации.
При настилании ткани используют специальные концевые линейки для уравнивания слоев ткани по концам и для отрезания концов полотен в настиле. Для отрезания полотен применяют также ручные ножи-рубанки или механические ножи.
Разметка стола и установка концевых линеек производится по длине обмелок или трафаретов, по которым будет раскраиваться ткань.
Ткани на швейных фабриках раскраивают настилами различной высоты. Количество полотен в одном настиле может быть от 16 (ткань для демисезонных пальто) до 70 (ткань для летних пальто).
Максимальная высота настила обычно не превышает 12-15 см, так как при большей высоте настилов может произойти сдвиг полотен ткани при раскрое. Длина настилов при изготовлении пальто чаще всего составляет 5-6 м. Иногда применяют настилы до 9-12 м. При коротких настилах увеличиваются потери ткани по концам настилов, при длинных настилах затрудняется расчет кусков при безостатковом раскрое.
Ткани в массовом производстве можно настилать всгиб или вразворот. При настилании ткани вразворот укладывают полотна лицо с лицом или лицом вниз. Настилание лицом вниз применяют в основном при раскрое изделий с несимметричными деталями. При настилании лицо с лицом процент межлекальных выпадов минимальный; при этом количество полотен в настиле должно быть четным. Настилание ткани производят в основном вручную. Для настилания тканей верха, прокладочных тканей и марли иногда используют настилочные машины.
Настилание тканей вручную выполняется в основном двумя рабочими, настилание узких тканей может выполняться одним рабочим. Настилочные машины обслуживает также один рабочий.
Для облегчения процесса настилания полотен ткани на краях настилочных столов устанавливают валики. В отдельных случаях применяют подвесные каретки или каретки тележечного типа. Кроме того, применяют мерильно-резальные машины типа МР-3.
При настилании тканей необходимо выполнять следующие требования.
1. Натяжение полотен ткани в настиле должно быть равномерным и очень небольшим.
2. Необходимо строго уравнивать одну боковую сторону полотен в пастиле.
3. Стыки полотен в настиле должны располагаться строго в местах условных разрезов. При этом ткаии в месте стыка должны находить друг на друга не менее чем на 1-2 см.
4. Количество полотен ткани в настиле должно строго соответствовать количеству, установленному заданием.
5. Полотна должны настилаться в зависимости от способа обмелки лицом вниз или лицо с лицом.
6. При настилании тканей разных цветов в настил укладывают сначала все полотна одного цвета, а затем все полотна другого и т. д.
7. В один настил укладывают полотна одной ширины с отклонением от ширины обмелки или трафарета в сторону увеличения ширины полотен не более 1 см в хлопчатобумажных тканях, шелковых и льняных, 2 см - в тонкосуконных и камвольных и 3 см - в грубосуконных тканях.
8. Полотна с текстильными пороками или неравномерной ширины в общие настилы не допускаются.
9. Полотна в одном настиле должны быть одинаковой длины согласно разметке стола.
На верхнее полотно настила накладывают обмелку, выполненную на бумаге, полотне ткани, или трафарет из плотной бумаги. Трафарет пропудривается меловой пудрой по контурам лекал с помощью несложных приспособлений.
Изготовление обмелок
Обмелку лекал на полотне ткани выполняют на основе копий раскладок, уменьшенных в 5 или 10 раз.
Для получения таких копий используют подвижные электрофотографические установки ПЭУ-1 или ПКУ-3, которые на фотобумаге ЭФО-1 и ЭФО-2 последовательно (при перемещении по направляющим вдоль стола) фотографируют раскладку по элементарным участкам с одновременным проявлением этой бумаги.
Эти копии раскладок используют для изготовления натуральных раскладок лекал на полотне ткани. Для обводки контуров лекал используют контуро-меточные машины путем распыления быстросохнущей краски.
Наиболее совершенным методом размножения раскладок натуральной величины является применение светокопировальных машин, позволяющих получать копии раскладок на светочувствительной бумаге, минуя процессы изготовления копий раскладок в уменьшенном виде и выполнения обмелки по ним на полотне ткани.
Но для этого необходимо выполнить натуральную раскладку лекал и их контуры перенести на прозрачную бумагу или кальку фламастером или специальным карандашом люмограф или светокопия. Затем кальку с контурами раскладки накладывают на светочувствительную бумагу, облучают лампами типа ПРК-7 и пропускают через сухие пары аммиака с целью проявления на ней контуров раскладки.
Проявленную бумагу накладывают на верхнее полотно настила и разрезают вместе с настилом.
Изготовление трафаретов и светокопий целесообразно при условии их применения не менее четырех - шести раз.
Обмелку деталей на верхнем полотне тщательно проверяют и неясные линии контуров деталей, надсечек и т. д. подмеляют. Здесь производят клеймение настила. Для этого на каждой детали верхнего полотна обозначают размер и рост изделия, а на одной из крупных деталей - номер настила. После этого проверяют количество полотен в настиле и порядок их укладывания, а также качество выполнения настила (ровнота полотен в концах, по боковым сторонам и т. д.). Оформляют документацию настила. Количество полотен и комплектов деталей в настиле заносят в карту раскроя.
Раскрой ткани
Для разрезания настилов на части применяют передвижные раскройные машины с вертикальным ножом (рис. 170, а) и с дисковым ножом (рис. 170, б). Для точного вырезания деталей применяют стационарные ленточные машины трехшкивные и четырехшкивные (рис. 171). Наиболее крупные детали изделий (полочки, спинки) вырезают передвижной раскройной машиной с вертикальным ножом. При разрезании тканей нож или ленту направляют строго по меловым линиям.
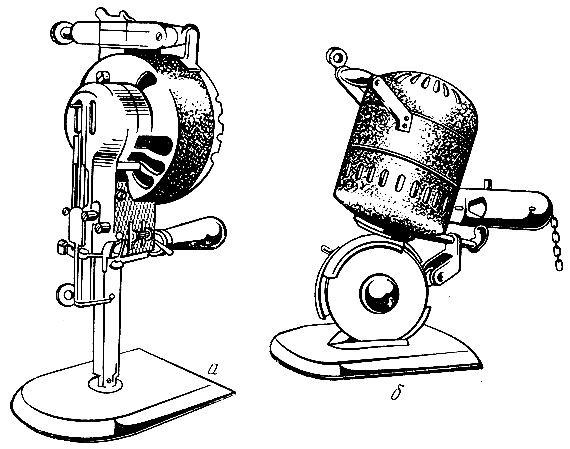
Рис. 170. Передвижные раскройные машины: а - с вертикальным ножом; б - с дисковым ножом
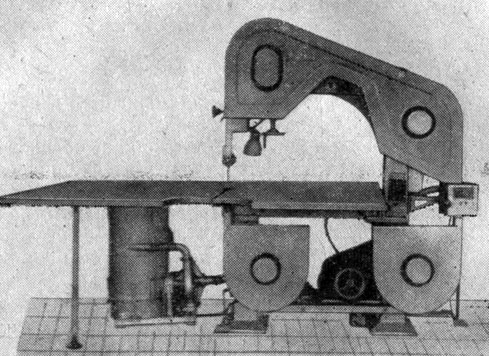
Рис. 171 Раскройная четырехшкивная ленточная машина РЛЗ
Ленточные машины являются более производительными, так как скорость движения ленты этих машин значительно выше скорости режущих инструментов передвижных машин. Ленточные машины обеспечивают лучшее качество вырезания деталей кроя.
Устанавливают ленточные машины обычно в конце настилочных столов так, чтобы части настилов подавались к ленточным машинам по плоскости стола без смещения слоев ткани.
Для переноса частей настилов с других столов к ленточной машине применяют подносы, изготовленные из тонкого листового материала с гладкой поверхностью.
Для временного хранения частей рассеченного настила и перемещения их к ленточным машинам широко используют передвижные многоплоскостные тележки, стационарные или передвижные бункеры.
Для предохранения слоев шелковых тканей от смещения применяют специальные зажимы (рис. 172). Надсечки по срезам деталей ставят с помощью приспособлений.
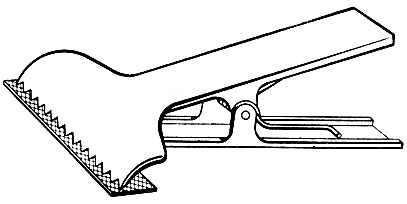
Рис. 172. Зажим для скрепления тканей в настиле
Выкраивать все детали необходимо с минимальными отклонениями от срезов лекал. В деталях верха отклонения не должны превышать 0,1-0,3 см, в деталях Подкладки и приклада - 0,4 см.
Детали кроя комплектуют, на них пришивают талоны с порядковыми номерами и крой сдают на склад кроя или непосредственно в швейные цехи.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://fashionlib.ru/ 'История моды'