|
|
§ 4. Выбор методов обработки и оборудования
Перед выбором методов обработки необходимо детально ознакомиться с конструкцией деталей проектируемых моделей, а также с передовыми методами обработки, применяемыми на действующих фабриках.
Необходимо выбирать наиболее прогрессивные методы обработки, обеспечивающие высокое качество изготовления изделий при малой затрате времени: например, такие, которые позволяют заменить операции, выполняемые последовательно, операциями, выполняемыми параллельно. Наиболее прогрессивным является клеевой метод соединения деталей изделия.
Оценку выбранных методов обработки можно дать, сравнивая данные проекта с данными на действующих фабриках по затрате времени, по качеству, которое может быть обеспечено при данных методах обработки и применяемом оборудовании, повышению уровня механизации и автоматизации проектируемого потока и по облегчению условий труда рабочих и др.
Выбор методов обработки производится по каждому узлу изделия. Для одного-двух узлов (карман, рукав, воротник, борт и др.) нужно дать расчет снижения затрат времени на обработку данного узла по сравнению с фабричным. Для этого составляется последовательность обработки узла по неделимым операциям существующими методами и проектируемыми с указанием разряда, специальности и затраты времени по каждой неделимой операции (табл. 15).
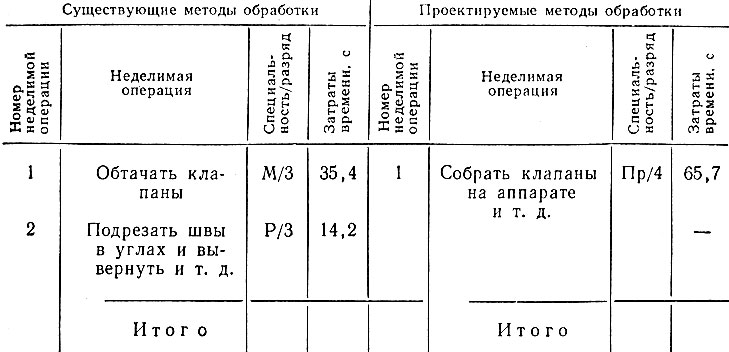
Таблица 15. Сравнение существующих и проектируемых затрат времени на обработку клапана кармана
Затраты времени на неделимые операции суммируют отдельно по существующим методам (обозначаются Тс) и проектируемым методам (обозначаются Тн). Снижение затраты времени определяют по формуле
Повышение производительности труда (Пт) определяют по формуле
Аналогично определяют снижение затраты времени и повышение производительности труда по всему изделию.
При проектировании многофасонных потоков методы обработки выбирают с таким расчетом, чтобы они были приемлемы в основном для обработки всех моделей, которые будут изготовляться на данном потоке.
Дается краткая технологическая характеристика выбранного оборудования с указанием его назначения, скорости, вида и размеров стежков, давления, наличия терморегуляторов, производительности и др. От правильности решения этих вопросов зависят многие качественные показатели проектируемых потоков, связанных с себестоимостью продукции, качеством изготовления изделий и производительностью труда.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://fashionlib.ru/ 'История моды'