|
|
§ 7. Условия согласования затрат времени операций
Организационные операции в потоках должны быть согласованы по продолжительности затрат времени на их выполнение. Время на выполнение организационных операций должно быть равно или кратно такту потока (τ). В многофасонных потоках с цикличным запуском оно должно быть равно или кратно цикловому такту (τс).
Затраты времени на неделимые операции имеют различную продолжительность и поэтому скомплектовать неделимые операции в организационные с равной или кратной такту продолжительностью времени невозможно. Поэтому допускают отклонения от расчетного времени такта ±5% (практически допускают ±10%).
Затрату времени организационной операции (tр) рассчитывают по формуле

или

где К - количество рабочих, занятых на выполнении организационной операции.
Кратные операции часто рассчитывают в потоках большой мощности (с маленьким тактом), когда время ' ряда неделимых операций больше такта потока в 1,06 (1,11) и более раза. К - всегда целое число.
Эта формула выражает основное условие согласования времени операций: время организационной операции должно быть равно или кратно такту потока с отклонением от него ±5% (±10%).
В многофасонных потоках с цикличным запуском основное условие согласования имеет вид

где С - цикл одновременно изготовляемых моделей; tр.А, tр.Б и т. д. - затраты времени на операцию по моделям А, Б и т. д.
Как видно из формулы, затрата времени на организационные операции в многофасонных потоках согласуется по всем моделям, т. е. определяется затрата времени организационных операций на все модели (суммарно). При этом затрата времени на отдельные модели в организационной операции может быть различной. Например, при τср=100 с, С=3 и К= 1

Однако tp.А может быть равно 285÷315 с, а tр.Б и tp.C в в этом случае должны быть равны нулю. Это означает, что на этой операции исполнитель обрабатывает только одну модель, а две последующие модели, лежащие в соседних ячейках транспортера, он пропускает. Это нарушает ритм работы потока и затрудняет укладывание обработанных изделий в ячейки транспортера. Поэтому в многофасонных потоках с цикличным запуском, помимо основного условия согласования, определяют еще дополнительное условие согласования времени цикловых организационных операций. Дополнительное условие согласования определяют по формуле

где tcp - средняя затрата времени организационной операции на одну модель, с;
to.р - допускаемое отклонение в расчетном времени цикловых операций, с. Оно, в свою очередь, определяется по формуле

где L - шаг рабочего места (при изготовлении пальто равен 1,3 м);
l - шаг гнезда транспортера (при изготовлении пальто равен 0,55-0,7 м);
tо.ф - фактически допустимое отклонение времени при выполнении операций в результате полома иглы, перезаправки нитки шпули и т. д., с.
Для ручных операций tо.ф принимают обычно равным 60 с, для машинных - 90 с.
Квадратные скобки в формуле означают, что здесь учитывается только абсолютная величина отклонений. Знаки учитываются при проверке по Σto.*
* (Σto - сумма подряд идущих отклонений от среднего времени организационных операций с одинаковым знаком. Это условие принимают во внимание, когда в потоке изготовляют одновременно более четырех моделей. )
В согласование операций входит также определение возможности применения кратных операций при условии работы без смещения (без обмена)* и проверка шага гнезд. Возможность применения кратных операций при работе без обмена определяется по формуле
* (Работа без смещения (без обмена) - когда изделие не меняет ячейки, в которую оно уложено при запуске; рабочий берет изделие или деталь и после обработки успевает положить его в ту же ячейку. )

где К - возможная кратность при работе без смещения;
Lд - диапазон охвата руки рабочего; он принимается равным:
при работе сидя 1,3-1,35 м;
при работе стоя 1,4-1,45 м.
Знак "≤" означает, что кратность при работе без смещения может быть равна или меньше целого числа, полученного по этой формуле. Например, требуется определить возможность применения обыкновенных кратных операций, выполняемых вручную сидя, если Lд = 1,35 м; τ = 100 с; l = 0,5 м; tо.Ф = 60 С. Подставляя значения в формулу, получим

Это означает, что в данном конвейерном потоке при работе без смещения могут выполняться кратные операции, рассчитанные не более чем на двух рабочих.
Условия согласования улучшаются с уменьшением значений величины l - шага ячеек. Поэтому на ряде фабрик гнезда на транспортерах делают более короткими, а ширину лент транспортеров несколько увеличивают, оставляя площадь гнезд примерно равной площади, рекомендованной в литературе. В транспортерах КЗ и КМ длина гнезд уменьшена до минимума.
Проверка шага гнезд для равных операций однофасонного потока производится по формуле

где tо.ф = 60 с для ручных работ;
to.ф - 90 с для машинных работ;
L - шаг рабочего места.
Из формулы видно, что шаг гнезд проверяется только для машинных работ при tо.ф = 90 с.
В многофасонных потоках шаг гнезд проверяется для цикловых операций по формуле
где L - шаг рабочего места;
to.р - допускаемые отклонения от расчетного времени.
При меньшем шаге гнезд лучше обеспечиваются условия согласования времени операций в потоке. Но сильно уменьшать шаг гнезд нельзя, - так как это осложнит условия укладывания и нахождения деталей в гнездах транспортера. Это учтено в транспотерах КЗ и КМ путем использования места по высоте.
Далее приступают к комплектованию неделимых операций в организационные.
В многофасонных секционных и агрегатно-групповых потоках комплектование операций производится по каждой секции в отдельности.
Комплектование операций можно выполнять в форме таблицы (табл: 18).
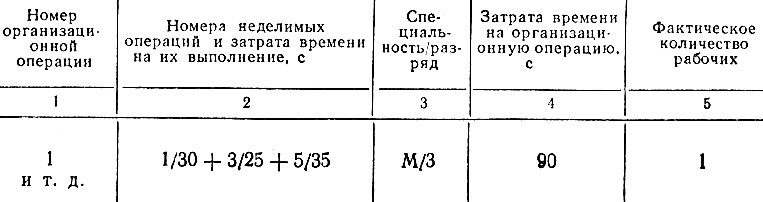
Таблица 18. Таблица согласования затрат времени на выполнение операций в однофасонном потоке (Такт потока τ ..., с; условия согласования: при К = 1 ... при К - 2 ... при К = 3 ... и т. д.)
При комплектовании неделимых операций в организационные учитываются основные и дополнительные условия согласования, а также ряд других технологических и организационных требований, изложенных ниже.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://fashionlib.ru/ 'История моды'